谘詢電話
ENGLISH0755-88840386ZB45包裝機小盒商標紙壓膠襯輪校準工具設計
發布時間:2020-08-14 09:42:21 |來源:網絡轉載
ZB45型包裝發電機組是國家煙草公司總部引入西班牙某企業GDX2包裝發電機組特有生產技術,由上海市某機械有限責任公司企業轉換生產製造的煙草硬盒包裝機械設備[1],是現如今中國中小型香煙製造企業的主要型號。在具體應用和檢修全過程中,發覺小盒商標紙點膠輪與壓膠襯輪的徑向對中調節極為不容易,僅憑著工作經驗及視覺效果查驗難以確保調節精準度。對中調節不及時,會引起小盒商標紙表層壓印、點膠不充足、點膠輪損壞、商標紙運輸安全通道積膠等難題,另外因為檢修用時太長,巨大的危害了生產率。因而,怎樣便捷、便捷地完成此位置的檢修,變成了專業技術人員急需解決的每日任務之一。
1難題的明確提出
1.1塗膠基本原理剖析
小盒商標紙在曆經一張汲取和運輸後,由提高器提高,被豎向消息推送器送入商標紙豎向運輸安全通道,在運輸輥組的功效下往前運輸,當商標紙抵達點膠部位時,點膠輪在壓膠襯輪的相互配合功效下對商標紙所需點膠部位開展點膠[2]。
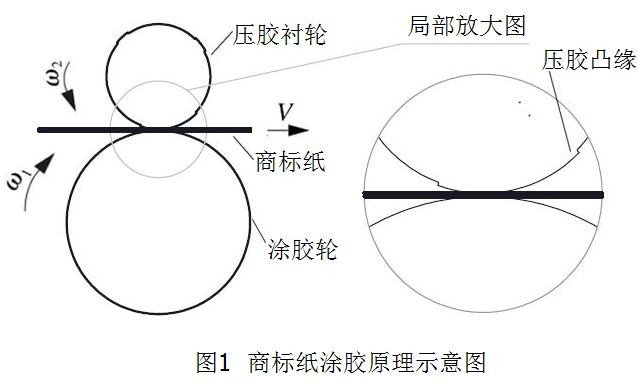
如圖所示1所顯示,點膠輪上的儲膠區從強力膠主缸“取下”黏劑,壓膠襯輪的外圓上上麵有相近凸輪軸式的凸台與點膠輪的儲膠區相對應,當商標紙運輸到相對點膠部位時,壓膠襯輪上的凸台將打印紙張舒張壓,促使打印紙張和點膠輪的儲膠區相觸碰,從而將天然乳膠液擦抹在商標紙上。當點膠器的徑向部位明確之後,壓膠襯輪的徑向調節就以點膠輪為標準,各壓膠襯輪要與相對點膠輪維持徑向對中。根據對點膠的基本原理剖析得知,點膠輪和壓膠襯輪中間的相互配合是十分關鍵的。
1.2存在的不足分析
在具體檢修全過程中,當碰到拆換點膠器的點膠輪、拆換壓膠襯輪、調節商標紙膠位等狀況時,就必須對點膠輪和壓膠襯輪開展對中調節,如圖2所顯示。
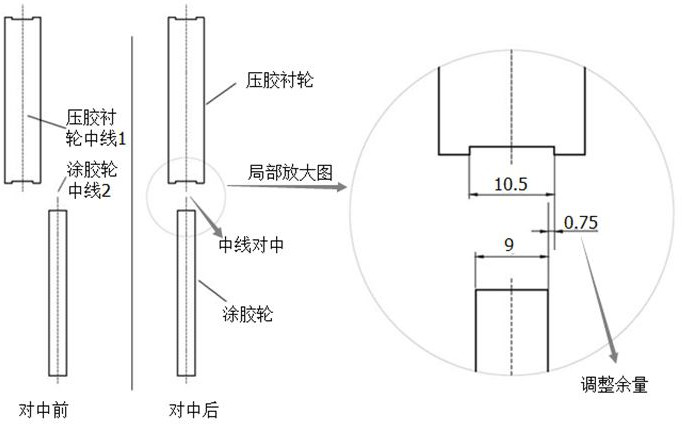
圖2壓膠襯輪和點膠輪對中調節平麵圖
從圖上剖析獲知,因為點膠輪的輪體總寬規格為8mm,凹痕位置總寬為10.5毫米,在開展對中調節時,一側的調節容量僅為0.75mm。此位置因為商標紙第一安全通道的擋住,促使除中間的點膠輪之外,兩邊的2個點膠輪都沒法立即觀察到,憑著工作經驗開展調節又不可以確保精密度,假若拆卸商標紙第一安全通道的一部分構件再對於此事位置開展調節,耗時費力,會巨大的危害機器設備的合理工作率。當調節不及時時,壓膠襯輪的兩邊凸台與點膠輪的相互配合便會出現一側寬、一側窄的狀況,從而很有可能造成商標紙表層壓印、點膠輪及壓膠襯輪出現異常損壞、商標紙點膠不勻稱、商標紙非點膠地區被點膠、送紙安全通道積膠這些難題,非常容易引起安全事故,提升機器設備零配件耗費。
2設計方案校正專用工具的可行性分析討論
最先,根據對點膠器位置開展結構特征,得知壓膠襯輪的徑向調節是以點膠輪為標準,而點膠輪輪組的間隔和輪體總寬等規格全是明確不會改變的,在這個基礎上設計方案一種校正專用工具,實用性能夠 獲得確保。次之,在點膠器(膠大水缸)沒有安裝膠氣缸蓋的狀況下,通過商標紙第一安全通道後蓋板,能夠 立即觀察到正中間的點膠輪,根據具體精確測量,這裏有充足的室內空間放置校正專用工具。根據之上二點剖析,擬設計方案一種校正專用工具,以正中間的點膠輪為基準點,根據校正專用工具精準的規格確保,由專用工具上的校正精準定位麵,立即精準定位三個壓膠襯輪的部位,迅速、精確地完成點膠輪和壓膠襯輪的對中調節。校正專用工具構想平麵圖如圖所示3所顯示。
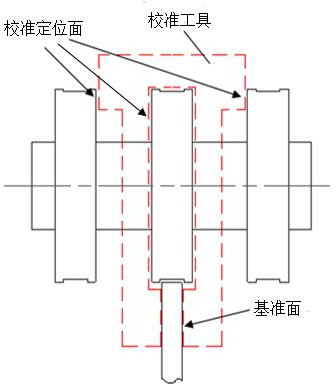
圖3校正專用工具設想平麵圖
3設計過程
根據查看工程圖紙及當場具體測繪工程,把握了點膠輪、壓膠襯輪、點膠軸榫、壓膠襯軸榫等有關零部件的規格,用SolidWorks手機軟件繪製了點膠器位置各零件的三維零件圖,最終產生cad零件圖,在cad零件圖上能夠 形象化地觀查每個零件的相對位置關聯、還能夠查驗幹預狀況。校正專用工具的裝修效果圖如圖4所顯示。參照校正專用工具的工作方式和辦公環境,專用工具的生產加工原材料挑選層麵必須考慮到的要素包含防腐蝕、耐磨性能、易生產加工、低成本這些,曆經綜合性較為,采用416不鏽鋼板做為原材料,其零件圖如圖所示5所顯示。
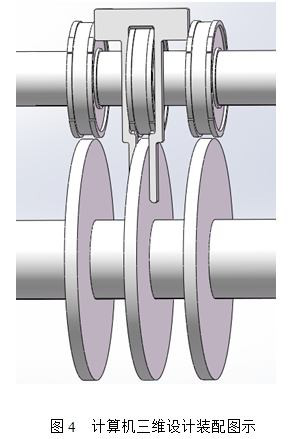
圖4電子計算機三維設計cad零件圖
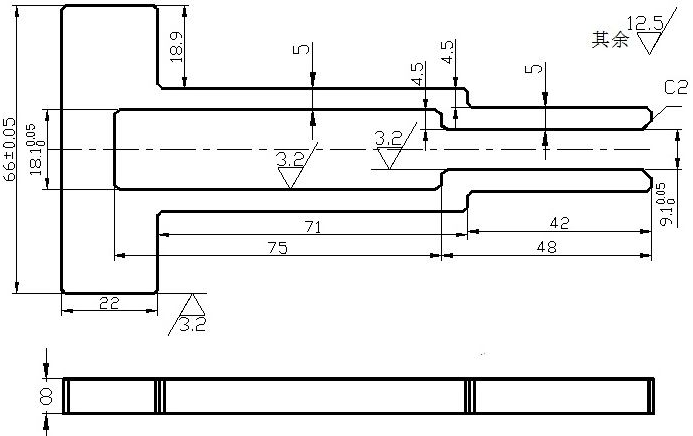
圖5校正專用工具的零件圖
4專用工具的操作方法
當必須對壓膠襯輪開展對中調節的情況下,拆下來點膠器(膠大水缸)的上後蓋板(膠氣缸蓋)後再將點膠器安裝到工作中部位上,將全自動包裝機手動式打閘到機械設備相位差164°附近,這時每個壓膠襯輪的2枚卡緊螺絲均處在方便裝卸搬運的部位,擰下來各卡緊螺絲,使專用工具上的標準插槽應對準正中間的點膠輪,插進校正專用工具,稍微挪動正中間的壓膠襯輪,使輪體卡進校正專用工具正中間的精準定位槽,這時正中間的壓膠襯輪精準定位結束;然後各自挪動兩邊的壓膠襯輪,使輪體側邊與校正專用工具的兩邊校正精準定位麵靠緊,那樣兩邊的2個壓膠襯輪也獲得了精準定位,最終再調節每個壓膠襯輪的軸向相位差,將螺絲卡緊就可以。具體應用設計效果圖如圖所示6所顯示。

圖6校正專用工具具體應用設計效果圖
5專用工具的應用實際效果
校正專用工具設計方案進行後,曆經大半年的使用,應用實際效果比照以下表1、2所顯示:
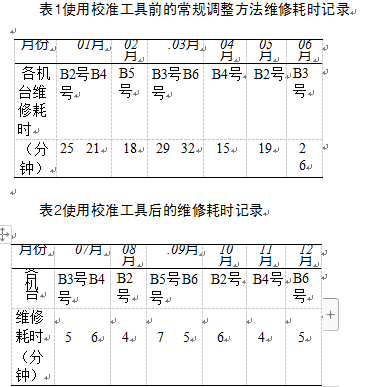
根據數據圖表比照得知,在選用校正專用工具之後,該項檢修調節需要的時間大幅度減縮。
5.結語
融合檢修實踐活動,發覺不夠,根據對商標紙點膠輪和壓膠襯輪開展結構特征,明確提出構想,依靠輔助設計製圖軟件的協助,做到了從設計方案設想到設計方案成效的完成。此設計方案便捷了檢修調節,確保了產品品質,另外也擴寬了專業技術人員科技創新的視線。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器