谘詢電話
ENGLISH0755-88840386稱重儀表基於PLC在礦熱爐自動配料係統中的應用
發布時間:2020-08-12 10:57:53 |來源:網絡轉載
前言
配料是鐵合金生產中的重要組成部分,在生產過程中,機械將各種原料嚴格按照比例均勻混合。目前工廠一般釆用兩種方法,一種是人工稱重,然後將稱好的物料一起放入輸送皮帶或小車上進行上料,經過爐頂過渡料倉,最後進入礦熱爐;另外一種是自動稱重,自動上料,人工幹預少。由於原料裏麵有很多粉塵,人工配料時容易吸入而導致職業病。增加了生產風險和勞動力成本,同時每日需要配料批次較多,人工容易導致失誤,最終造成產品質量問題,增加了管理成本。為了提高產品質量和生產效率,需要采用準確可靠的自動配料係統。
1自動配料係統
自動配料係統釆用主從式結構。以工控機為上位主機,PLC、稱重儀表為下位從機,上位機處於主導地位,實現對各個從機的通信管理和控製。工控機通過CP5621卡與PLC間通過ProfibusDP總線相連,通過DP-Modbus網關與稱重儀表相連。
1.1控製係統構成(見圖1)
整個全自動配料混合係統由工控機、PLC、工業稱重儀表、變頻器、振動電機、混料機、傳感器、傳送帶等組成。
每台礦熱爐用一個配料站,根據日料倉的個數,下設相應稱重料鬥,每個稱重料鬥對應一塊稱重儀表。
每個日料倉下設一個稱重料鬥,由一台小皮帶
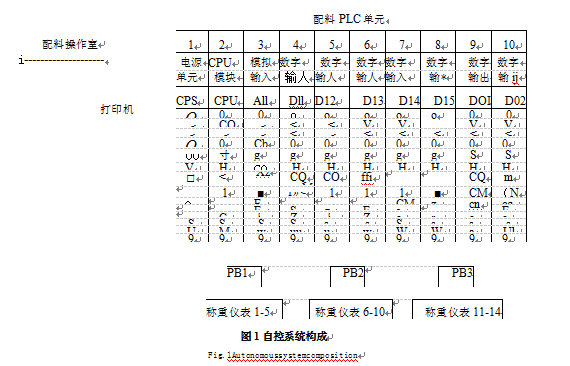

機將日料倉內的料向稱重料鬥內喂料,達到稱重儀表所設定的重量時,自動停止喂料,並發出放料信號,此信號進入PLC係統內,由PLC控製稱重料鬥下小皮帶機放料,喂料小皮帶機由稱重儀表控製啟停,放料小皮帶機由PLC控製啟停。
1.2稱貢儀表的組成及工作原理
通常稱重儀表由稱重傳感器(WZ)、稱重變送器(WT)、稱重控製器(WIC)組成。
稱重傳感器由金屬彈性元件本體和與其相連的電阻應變片構成,4隻電阻應變片組成一個惠斯通電橋。被測物的重力G使彈性元件產生形變£,這一形變引起電阻應變片的延伸,壓縮形變£。根據虎克定律,彈性形變與外力成正比eG,根據電阻應變效應理論:電阻應變片的相對變化(△/?)/"與形變e成正比:(△/?)//?=瞞,式中*為電阻應變片靈敏係數。因此eRVR'G惠斯通電橋的不平衡電壓隊=(△/?//?){/宀所以U書G隻要測量[4,經過放大、變送並經稱重控製器處理後便可得到被測物的重量Go
稱重配料係統的基本原理是:首先根據配製比例設定各物料的加量值,由稱重控製器或PLC順序執行各種物料的加料,通過稱重儀表檢測此物料的加入量,直到加量達到設定值時關閉其進料閥門,完成此物料的加量後進人下一種物料的加入過程,直到所有的物料按照設定加量值加量完畢結束配料。
1.3稱更配料係統的特點
經過實踐,利用稱重儀表實現配料自動化的優點如下。
1.3.1實現質量配比
由於稱重儀表測量的是物料的重量G,因為G=mg,故G\-.Gz•■-:C„=zni:m2:所以稱重配料係統可直接實現各物料的質量比例配製。化工生產中質量計量比體積計量更優越。
1.3.2同一儀表差值計量,克服係統誤差
所有物料的加量都是通過同一台稱重儀表進行檢測,並且各物料的加量控製是靠稱量值的前後差值計算來實現。即使稱重儀表的零點產生漂移,其用差值表示的加量仍是準確的,也就保證了配製比例準確。
當儀表的零點和量程同時發生變化後,能否嚴格實現準確的配製比例,討論如下:設稱重儀表輸入輸出的關係為Y=kx,m},m2兩種物料之間的配製比例為H。
H_-2-\1_kxr-kx)_%2~~伽_—2 (])
Y\-~Yokxi~k%QX]~XqGt
式⑴中,C2C分別為皿、皿的加量。當儀表零點量程變化後輸入輸出的關係為:Y=k/+△,仍按原設定值進行加料控製,則:
H_匕-匕_(A:攵2+A)-(虹i+A)_x2~xi_G2Yi-Kq(奴]+△)-(&*()+△)Xi-xoG\
(2)
即使儀表的零點、量程同時改變後,稱重係統仍可實現皿、皿之間準確的配製比例,從而保證了生產的安全性。
1.3.3係統具有易擴展性
稱重配料係統不僅可實現液體物料的配製,還可應用於固、液物料的混合配製,以及向外供料的計量和控製,所有這些功能均隻需增加相應的閥門,增添相應的控製程序便可以實現。
1.3.4係統的可靠性高,精度穩定且調校方便
稱重傳感器是通過電阻應變片電阻的微小變化來測量重力的,幾乎沒有機械行程,並且靈敏元件本身封裝在彈性元件內部屬於全密封式結構,不與工藝介質接觸,不受料液結垢、結晶、腐蝕等影響,精度能夠保持長期穩定。稱重係統的調校也很方便,隻需用標準砥碼或定量的水便可對儀表進行校驗。
1.4係統硬件構成
1.4.1上位機
上位機釆用標準4U機箱的工業控製計算機,工控機抗幹擾以及防塵能力強,在惡劣環境下能夠正常工作。上位機硬件選用雙核中央處理器,大容量存儲,以及大屏幕的液晶顯示器。
上位機安裝WindowsXP係統.SiemensSTEP7V5.4編程軟件以及SiemensWINCC人機界麵軟件,WINCC根據係統配置製作上位機畫麵。
- PLC係統
PLC選用西門子S7-3OO係列PLC,該係列PLC結構緊湊,堅固耐用,經濟可靠。
CPU選用315-2DP,該CPU有兩個通訊接口:MPI和DP,由於DP接口有較高的通訊速率,故使用ProfibusDP總線進行通訊。
1.4.3稱重儀表
稱重儀表選用帶Modbus的工業稱重儀表,PLC通過Modbus通訊能夠讀出儀表的工作狀態,實時料重,並且可以將上位機的目標重量寫入儀表,儀表按照目標重量進行稱重。
2通訊程序的設計
2.1上位機和PLC間的通訊
組態軟件一般都內置了PLC的通訊驅動,在該驅動中組態通訊參數,再建立相應的變量即可。
-
- PLC與稱重儀表的通訊
稱重儀表一般都內置Modbus通訊協議,隻需要增加ProfibusDP-Modbus的網絡協議轉換網關即可實現PLC與稱重儀表的通訊,鑒於稱重儀表比較多,為了減小輪詢時間間隔,每4~5塊稱重儀表配備了一塊網關,減小了通訊時間。
3過程應用
配料過程是由稱重儀表實現,稱重儀表與PLC之間使用通訊進行數據交換(ModbusRTU),實現在上位機設置各項參數,如配比等。PLC記錄每次配料偏差,自動計算出下次配料定值,寫入到稱重儀表內。
上位機放置在配料控製室內,PLC與工控機之間的通訊使用DP總線通訊。能在上位機完成配料配比以及報表的記錄打印、各設備運行狀態監視等。
在爐頂過渡料倉(每個車間一個過渡料倉)內加雷達料位計,信號進入配料站PLC,當過渡料倉料位低於設定值後,啟動配料過程,實現自動配料。
配料站附近設控製室,內放配料PLC櫃、動力櫃、操作台。通過操控操作台上各按鈕,可實現手動上料(不經過PLC),這樣係統就有自動、手動(經PLC)、純手動(不經PLC)三種控製。
在PLC進行控製的過程中,上位機使用上位機連接命令監視下位機的運行狀態和數據區內容,實時讀取PLC的內部狀態以及稱重儀表的實時數據,在上位機上顯示。總體上講,係統具有如下功能:①全自動配料,在設定好配方之後,係統自動按照配方稱重配料,無需操作人員幹預;②具有報表功能,可以產生日報表、實時報表和月報表、年報表等;③動態增加和修改報表,係統通過設定權限,賦予技術人員或操作人員修改、增加配方的權利,同時記錄該次修改的日期和操作人員編號;④斷電恢複功能,係統能夠在突然斷電的情況下,恢複斷電前的測量記錄;⑤局域網共享功能,主機在局域網內可以共享數據,方便車間主管了解工程進度和其他情況。
3.1上位工控機提供人機交互界麵,完成控製信息輸入、數據管理、進行數據顯示、存儲、統計和報表等功能,它的主要工作如下:
工控主機首先根據操作人員的指令,讀取某個編號的配方,然後,根據配方中配料的比例及先後順序,向PLC發岀開始配料的指令,使得PLC能夠起動特定的變頻器。在配料過程中,工控主機以輪詢的方式,一方麵實時讀取PLC的狀態字,了解PLC及PLC下級設備的運行狀態;另一方麵實時讀取安裝在配料機上的稱重儀表的稱重數據,按照配料策略,當稱重接近配方中的設定值時,主機向PLC發出停止本次配料的指令。
當一個配方上的所有材料都配完後,整個配料過程暫停,等待操作人員的指令。係統運行過程中,PLC與上位機實時通信,從而保證界麵上顯示的數據與現場實際數據的一致性,操作人員在上位機上發出的操作命令和設定參數都可以實時送到PLC。PLC的主要工作有:①接收上位機發送來的命令,通過變頻器控製振動電機的起、停和快慢;②將變頻器的運行狀態實時寫入內存數據區,供工控機讀取;③將自身的各種狀態以狀態字的形式準備好,供工控機實時讀取。
3.2控製策略及配料過程通過對配料過程的特點進行分析,配料過程具有如下特點。
- 被控對象是單向的不可逆係統。原料沒有辦法從配料機中重新回到傳送帶上。
- 具有明顯的時滯性。當配料達到設定值時,PLC控製電機停止傳送原料,這時傳送帶上具有部分原料無法回收,所以係統具有明顯的時滯性。
- 受控特性是開關性的。係統的起、停控製等都是開關量。
- 配料係統在正常工作區內是線性的。
因此,考慮采用快速、慢速、提前發出停止加料指令等控製策略,同時利用PLC的互鎖技術確保配料的順利進行。係統起動後,工控機向PLC發出開始加料信號,PLC控製變頻器驅動電機進行快速加料,同時,工控主機通過串口持續不斷地讀取稱重儀表的數據,當重量值接近設定值時,工控主機向PLC發岀停止加料的控製指令,此時,PLC控製變頻器進行慢加,通過事先估計出傳送機構上原料的殘餘,設定值和實際加料的差值和傳送機構上原料的殘餘相當時,PLC真正發出停止指令,該指令由變頻器執行,從而控製電機停機,停機後傳送機構上的原料無
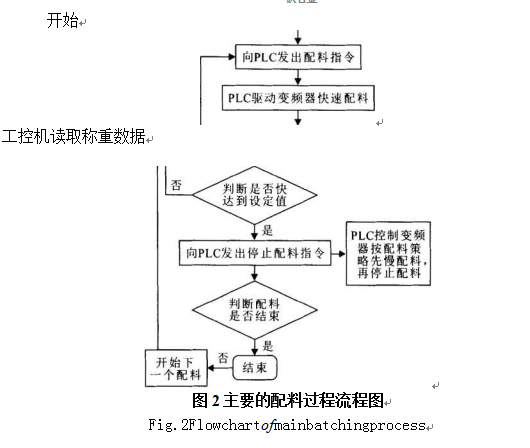
殘餘,配料精度符合要求,如圖2所示。
- 配方的增加與修改。
- 配料故障輔助報警等其他功能。
4結語
本係統通過工控機、PLC和稱重儀表的協調工作,完成了所需自動配料任務,在實際應用中表明係統穩定運行、可靠,人機界麵友善美觀,操作方便。
文章來源於網絡轉載,侵刪
- 上一篇:稱重儀表的模塊化及網絡化設計
- 下一篇:稱重儀表及其選型要點研究
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器