谘詢電話
ENGLISH0755-88840386燈泡自動包裝機設計研究
發布時間:2020-08-07 15:12:52 |來源:網絡轉載
0前言
工業生產技術性的轉型,推動了社會發展商品流通企業發展趨勢。在產品需要量持續提升前提條件下產品供給量不斷增加。因而高效率的商品經濟要求推動了自動化生產工藝。另外,高效率的包裝設計也應時獲得發展趨勢,和基本包裝機械設備對比,包裝機歸屬於一種現代科學技術物質,包裝自動化是其設計方案與生產製造的核心觀念及關鍵技術。消費者手上的產品沒有一切一件是沒經包裝而得到 的,換句話說,商品包裝需要量極大,因而包裝機械設備必不可少更為簡易、方便快捷才可以考慮日益突出的商品包裝要求。包裝機能將商品包裝高效率明顯提高,進而減少產品運送時間,完成公司競爭優勢提高總體目標。在降低勞動力量的另外,完成勞動力成本節省,減少包括職工的勞動效率。健全塑料軟包裝發展趨勢,推動在我國智能產品發展趨勢,助推中國高、精、尖技術性發展,提高我國在全世界範疇內的總體競爭能力,為在我國獲得大量關鍵技術主動權,因此研究設計包裝機具備更充足的實際意義[1]。
1包裝的總體方案設計
本機械設備選用模塊化觀念,各自設計方案了自動開盒機
構,燈泡進盒組織 ,運送組織 ,燈泡自動進箱組織 ,並將機械設備在室內空間上區劃為A工序(自動開盒組織 ),B工序(燈泡進盒組織 ),工序(紙箱密封組織 ),工序(燈泡進箱組織 ),工序(紙箱子密封、裝包組織 )[2]。圖和表即是此次研究設計的包裝機械設備中的五個組織 的工序區劃與部件作用。
![]()
圖1工序平麵圖
2包裝機總體設計
此自動包裝機四個組織 的室內空間關聯是在一平麵圖內成行排序的,開盒組織 與燈泡進盒組織 及其封盒組織 根據運表1部件作用區劃表
輸組織 相接,進箱組織 兩者之間根據一個有傾斜角的索道連接,小編以SolidWorks軟件開發了該包裝機械設備中的每個控製模塊
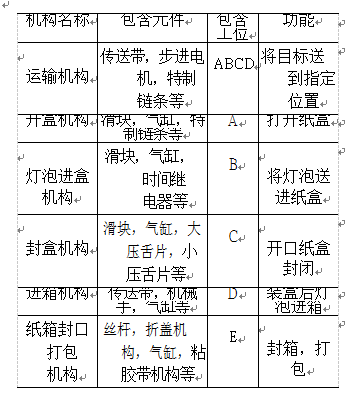
2.1運送組織 設計方案
燈泡包裝機中的運送組織 作用具體表現在紙箱子傳送、
紙箱運送這兩個階段。其運送部件的關鍵預製構件則包含限位開關、伺服電機、特別製作傳動鏈條及輸送帶等,如圖所示 是殼體的傳輸組織 ,圖是紙箱的傳輸組織 ,組成一部分包含伺服電機、特別製作傳動鏈條,傳動鏈條齒中間的間距貼近於紙箱總寬,在伺服電機的推動下能夠 平穩運送紙箱,以做到特定的部位。文中常用到的獨特的傳動鏈條不同於一般的輸送帶,它能更為的平穩的卡死必須運送的紙箱,以避免在輸送帶上因為濕冷等環境要素,危害滑動摩擦力易造成 沒法運送的難題。這類運送方式 在維持成本費不提升前提條件下完成了構造簡單總體目標,且能夠 更精確、牢固的操縱紙箱運作,顯著有別於傳統式機器設備。
2.2開盒組織 、燈泡進盒組織 和封盒組織 設計方案
開盒組織 和燈泡進盒組織 是包裝機的關鍵構造,兩組織 主要是進行開盒及其燈泡進盒作用,未打開紙箱放進後撞塊在汽缸的功效下對小盒子開展小力的撞擊,在這種姿勢的相互配合下使紙箱成形,當進行開盒後,壓小舌杆現將小舌壓至固定不動部位,大舌彎折組織 將大舌折彎到四十五度以後壓
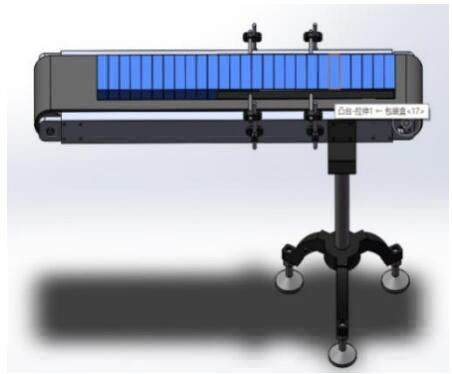
圖2紙箱子齒輪傳動
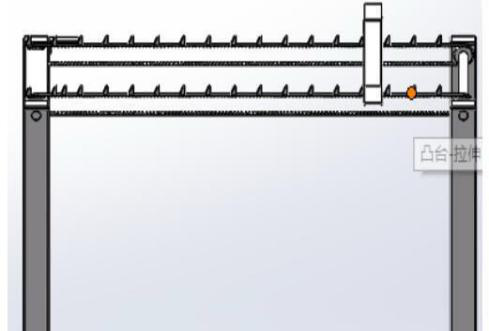
圖3紙箱齒輪傳動
小舌杆撤去,隨後將大舌壓至盒體,一側的小盒子進行封盒,計時器定時執行完畢,伺服電機旋轉以推動成形後的小盒子,運送到燈泡進盒的部位後,在汽缸盒擺杆的功效下,燈泡被推動紙箱,由於一側紙箱進行封盒,以確保燈泡能夠 安全入盒,不容易使燈泡由於過大的瞬時速度滑下來紙箱,在開展另一側包裝盒,進而進行燈泡的單獨包裝。此組織 與傳統式的“氣動式擺杆”構造對比構造和健身運動全過程更為簡易,且適用不一樣型號規格的商品,擴張應用領域。所述組織 的三維圖如圖16所顯示。
1壓大舌片2壓小舌片3,6,7汽缸4特別製作傳動鏈條5推塊
圖4 開盒、封盒、燈泡進盒設備
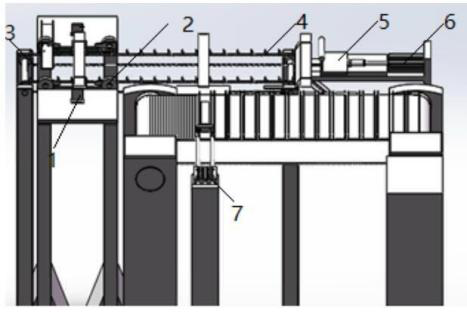
進箱組織 關鍵完成進盒燈泡的入箱全過程,在其中總體的組織 是由機械臂部件和傳輸組織 構成,由於紙箱子品質很大因此用一般的輸送帶就可以考慮運輸要求,在燈泡封袋封盒進行後,進到裝車設備的輸送帶,抵達工業機械手的部位時,機械臂開始工作,機械臂每一個工作中臂上都是有上、低限位和左、右行程開關,而其夾緊設備沒有行程開關。一旦夾緊剛開始,計時器便會起動,計時器完畢,夾緊姿勢隨後進行,機械臂抵達置放點後,將產品工件鬆掉的時間也是由計時器操縱的,計時器完畢時,表明被抓產品工件已鬆掉。機械臂起止部位在小盒子上方的部位,另外根據滑軌的功效,機械臂豎直向下健身運動抵達可把握住小盒子的部位時接入下行程開關定時執行一秒後夾緊設備開始工作,夾緊小盒子,定時執行1s後機械手臂垂直往上健身運動抵達相對部位後打動上行程開關,終止升高,偏移機械臂,在將右行程開關打動時終止偏移;機械臂剛開始降低,觸及到底部標準下將下極限電源開關打動,從此終止降低;計時器接入開始工作,機械臂剛開始釋放壓力產品工件,1s定時執行完畢,將產品工件鬆掉,隨著進到提高情況,升高到頂端,打動上極限電源開關,升高終止;偏移至起點的機械臂在將左行程開關打動後,停止再次偏移,裝車一切都結束了[3]。進箱組織 的三維模型如圖所示5所顯示。
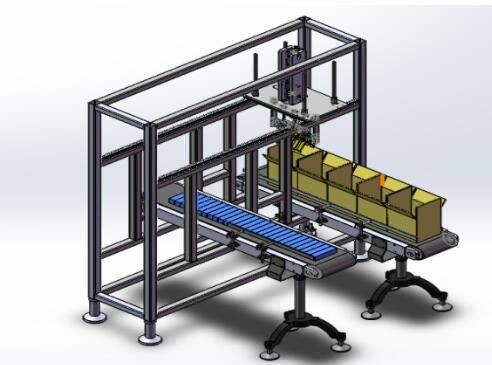
圖5進箱組織
2.3紙箱子密封、裝包組織 設計方案
打箱裝包組織 是包裝機的最終階段,其主要是進行裝車後的殼體的密封和膠布密封性,密封組織 是根據汽缸驅動器推動齒輪齒條健身運動,齒輪齒條和齒輪齧合推動傳動齒輪旋轉,那樣與傳動齒輪聯接的傳動軸旋轉,傳動軸另一端聯接的汽缸下擺臂也另外晃動,那樣就完成了密封的姿勢。紙箱子被推箱組織 送入紙箱子路軌之後,紙箱子在往前健身運動,由於打箱組織 上邊有一個設備,該設備能夠 使紙箱子在堅固的另外,也可以把前單邊膠輪放低,使其產生旋轉。膠布的頂部在前單邊膠輪上,當紙箱子過去單邊膠輪壓落伍,前單邊膠輪上的膠布便會黏貼在紙箱子上。紙箱子在傳動帶滑動摩擦力的功效下再次往前,此外前單邊膠輪根據曲柄推動後單邊膠輪,2個單邊膠輪另外產生旋轉,後單邊膠輪聯接的彈黃被拉申。紙箱子在前行全過程中的另外將刀頭和刀頭上的隔板放低。與刀頭和刀頭的隔板聯接的彈黃被拉申。當紙箱子翻過刀頭和刀頭隔板的情況下,刀頭和刀頭隔板在彈黃的功效下沿舒張壓的相對路徑反方向旋轉,進而能夠 斷開膠布。當紙箱子砥礪前行,翻過後單邊膠輪時,聯接後單邊膠輪的彈黃要修複原先的樣子,因而聯接後單邊膠輪的彈黃會產生收攏,進而推動給後單邊膠輪沿舒張壓的相對路徑反方向旋轉,因而紙箱子底端膠布的下半一部分被黏貼好。另外後單邊膠輪根據曲柄推動前單邊膠輪旋轉,因此當紙箱子越過紙箱子路軌封好膠布後,折前蓋及打箱設備自動複原。
以SolidWorks手機軟件為基本安裝已設計方案進行的各組織 、零部件,如圖所示6所顯示的三維立體燈泡包裝機結構就可以得到 。
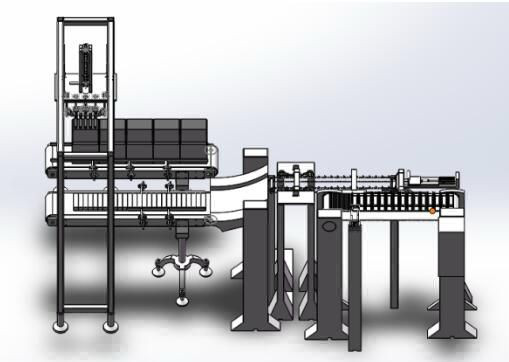
圖6燈泡包裝機三維立體圖
文章來源於網絡轉載,侵刪
- 上一篇:成卷電線產品熱收縮包裝機設計
- 下一篇:巧克力自動包裝機的改進設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器