谘詢電話
ENGLISH0755-88840386成卷電線產品熱收縮包裝機設計
發布時間:2020-08-07 14:55:47 |來源:網絡轉載
電線作為廣泛應用於社會生產、生活中各個領域的工業產品,隨著我國經濟的快速發展,使用量大幅增長,電線生產也成為我國很大的一個產業[1-3]。就包裝而言,電線產品大多都是成卷進行包裝的,目前電線卷的包裝形式比較單一,不美觀,市場上同質化現象嚴重。國內很多生產企業對於電線的包裝不太重視,包裝的效率和質量的要求很難跟上市場需求的發展[4]。
國際上對於電線卷包裝的要求較高,有些國家要求采用熱收縮包裝形式且包裝過程中留下的熱封縫不
能超過一條,國內包裝機械目前難以達到要求。由於全自動熱收縮包裝機價格昂貴,國內企業很難承受,因此需要開發一種新的熱收縮包裝機械,提高包裝品質,降低企業成本。
- 電線卷熱收縮包裝總體工藝方案
- 電線卷包裝形式確定
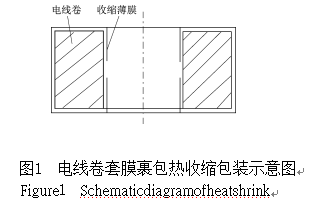
目前,市場上常見的電線卷包裝方式主要有纏繞、捆紮和熱收縮等。熱收縮包裝以其優良的包裝效果,方便靈活的工藝方法,在整個包裝行業中獲得了較好的發展。薄膜熱收縮包裝常見的是采用雙張薄膜進行裹包[5],一般分為電線卷水平和豎直放置2種方式。其中采用水平方式,熱收縮後電線卷的兩端被覆蓋,不僅浪費包裝材料,且人工搬運不方便,在側麵上形成開放口。采用豎直方式,最明顯區別是電線卷2個端麵是開放的,電線卷中間空間釋放出來。由於采用雙張薄膜進行熱封切,以上2種方式得到的包裝上麵都會留有2條熱封縫[6],很不美觀,也不符合包裝上熱封縫不超過一條的標準。因此課題組提出一種采用筒狀薄膜套在電線卷上進行熱收縮的包裝形式,其上下2個端麵是開放的,節省材料的同時也不會留下熱封縫,基本熱收縮包裝如圖1所示。


-
- 電線卷包裝工藝方案的確定
根據確定的包裝形式,設計一種新的基於電線卷套膜裹包熱收縮的工藝方案,工藝過程如圖2所示。一般采用筒狀薄膜進行裹包,首先利用機械手結構,撐開折疊膜,待包裝的物品被推入筒膜中,進行切斷完成工作。其特點是工藝過程複雜,機械手要實現的動作較多,裹包的過程是間歇式的,不能連續進行,因此生產效率不高。課題組設計方案采用筒膜作為包裝材料,應用套膜的方式,材料本身為筒狀沒有熱封縫,利用這個特點設計簡單的包裝工藝,可以簡化複雜的機械結構,實現連續高效、穩定地包裝,減少設備的投入,降低包裝的成本,增強產品的競爭力,比較適合國內實際情況。
- 整機結構與工作原理
- 整機結構
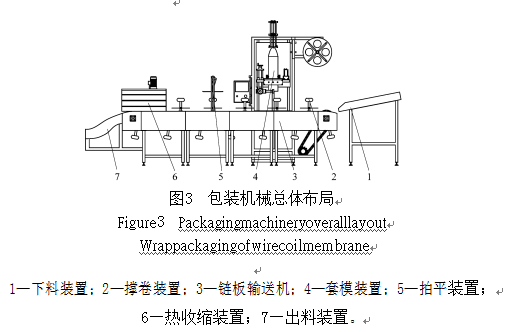
本方案包裝機械主要由電線卷下料裝置、鏈板式輸送機及電線卷套膜等裝置組成,能夠自動、連續完成電線卷的熱收縮包裝,機械機構簡單,維修方便。包裝機的基本萬結方構數如據圖3所示。
.工作原理
生產的電線產品,成卷後,經過下料裝置上阻擋翻板的調整,電線卷按照一定的規律下滑套在撐卷裝置上;撐卷裝置固定安裝在鏈板輸送機的鏈條上,鏈板輸送機在電機的帶動下,隨輸送鏈向前運行;當電線卷行至套膜工位處,將薄膜以類似套標的模式裹在電線卷的外麵;在拍平裝置的作用下,將薄膜進行拍打調正,經過薄膜旋轉裝置,摩擦帶與撐卷裝置薄膜盤接觸,由於裝置中心軸安裝在轉動軸承之上,因此,撐卷裝置帶動電線卷一起轉動。電線卷維持轉動狀態進入熱收縮室進行加熱,可以使包裝薄膜受熱更均勻,保證包裝的品質,提高成品率。經過熱收縮的包裝最後經過出料裝置輸出成品。
- 關鍵裝置設計
- 電線卷套膜裝置
根據電線卷套膜的原理和要求設計的機構裝置如圖4所示。電線卷套膜裝置主要由中心柱、護膜輥及薄膜張力輥等部件組成。薄膜從放料卷上放出經張力調節後,接入到中心柱導板上,折疊的薄膜經中心柱後展開成為筒裝薄膜[7];中心柱采用送膜輥夾持在指定位置處,送膜輥滾動將薄膜向下輸送,薄膜經過刀盤
時,成組的割刀同步轉動,高速旋轉的割刀將薄膜切斷,套膜輪將切割的薄膜套在電線卷上;當套膜傳感器感應到電線卷靠近時,將信號傳遞到PLC並下達送膜、切割及套膜等命令。套膜前,應先確保中心柱的安裝位置準確,不出現鬆動,否則會影響薄膜的切割與套膜;刀盤的切刀安裝時,應注意刀片的長度,避免刀片發生碰撞損壞,且使用環境的濕度不能過高,振動與衝擊不能太強烈。電線卷由撐卷裝置輸送到套膜工位,將薄膜套在電線卷外麵,撐卷裝置上的圓盤將其支撐,保證其豎直放置,最後進入熱收縮室加熱,完成電線的熱收縮包裝。
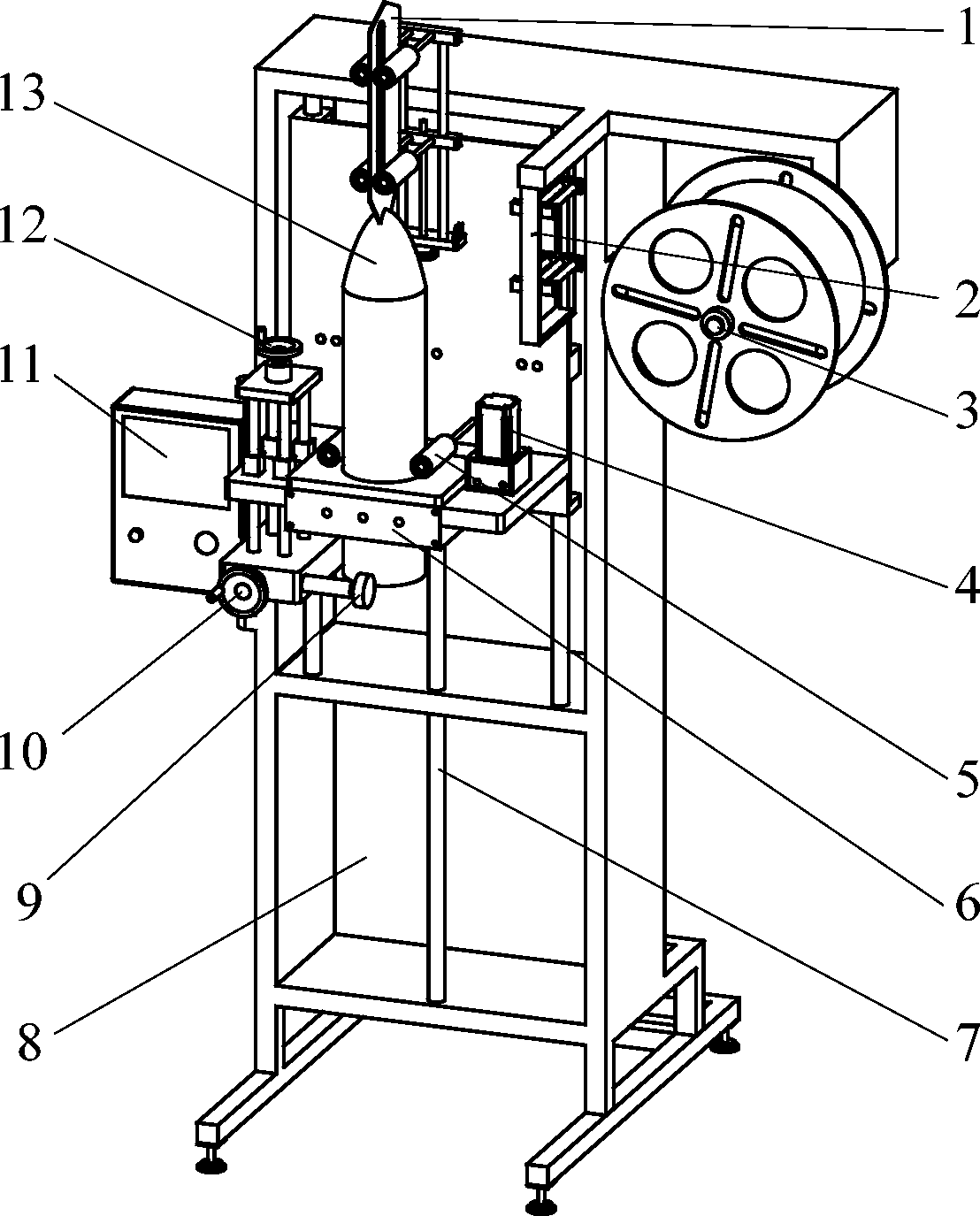
1—護膜輥;2—薄膜張力輥;3—膜卷輥;4—電機;5—送膜輥;6—刀盤機構;7—落膜高低調整杆;8—機架;9—套膜輪;10—套膜前後調整杆;11—設備顯示器;12—套膜上下調節杆;13—中心柱。
圖4 套膜裝置
Figure4 Wearfilmmechanism
-
- 電線卷下料裝置
電線卷下料裝置是將生產好的成品電線卷輸送到包裝機械內的裝置,其主要的作用是接收傳感器的信號控製電線卷間歇的平穩下料。傳感器安裝在下料輸送槽下麵,用來檢測撐卷裝置是否靠近,當撐卷裝置靠近時,依靠下料裝置上麵的控製機構結合鏈板輸送機將電線卷準確地套在撐卷裝置上。
根據電線卷下料的原理和工作要求,設計的裝置實體模型如圖5所示,主要由阻擋翻板、氣缸、曲柄、底座、控製機構支架和支架等組成。電線卷經下料裝置引入包裝工位,在控製機構的作用下將電線卷間歇性地釋放,其原理如圖6所示。依靠下料控製機構完成阻擋翻板的轉動,使得電線卷可以按照信號在阻擋和釋放電線卷之間自由轉換,阻擋翻版的設計工作範圍為0°~90°。在此過程中,當阻擋翻板與輸送槽斜麵成直角時萬電方線數卷據被阻擋,當與斜麵水平時電線卷可以繼續下滑,控製機構完成對於電線卷下滑的控製調節。
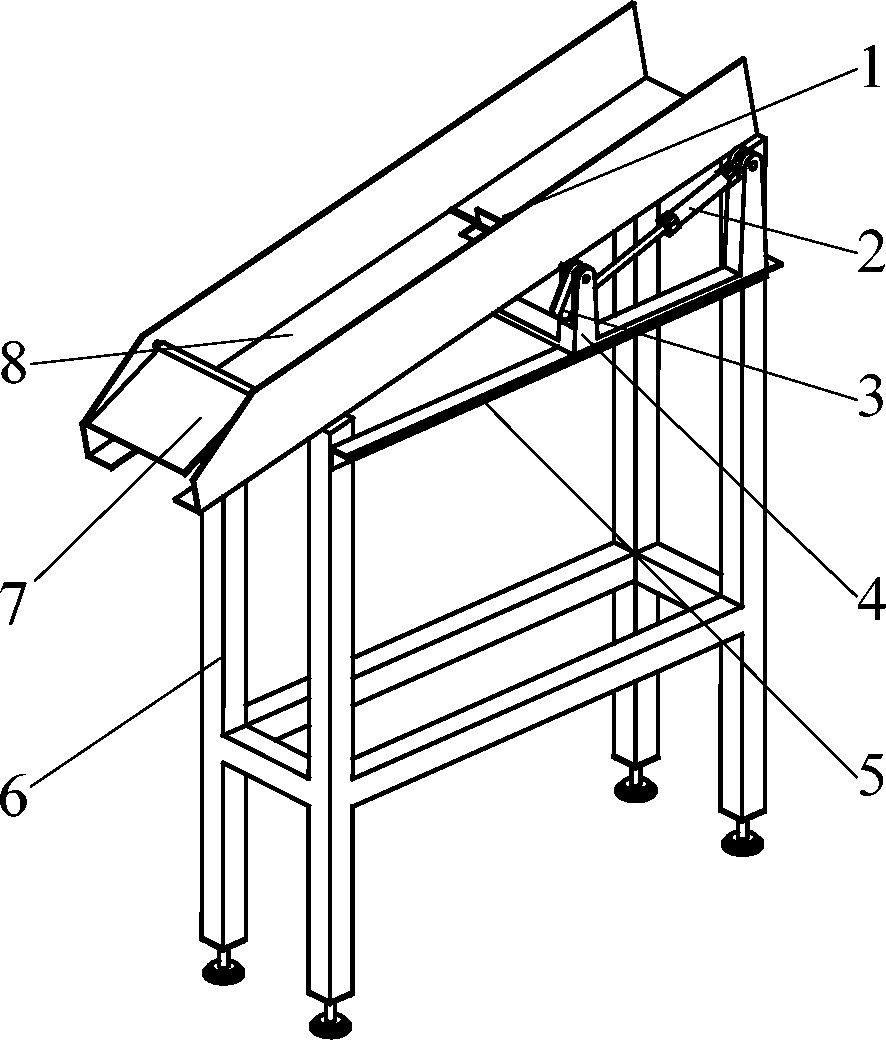
1—阻擋翻板;2—氣缸;3—曲柄;4—固定底座;5—控製機構支架;6—機架;7—緩衝夾板;8—輸送槽。
圖5 下料裝置
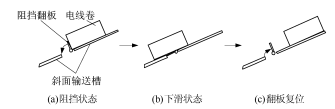
圖6 電線卷下料控製機構運動示意圖
-
-
- 下料控製機構選型
-
下料控製機構簡圖如圖7所示。課題組提出的下料控製機構,主要實現的是對於電線卷的阻擋和釋放2個操作動作。選擇曲柄搖塊機構由若幹杆件組成,結構簡單、成本較低、製造方便,能在載荷較大的條件下正常使用,組合的方式多樣,在工程實際中應用廣泛。
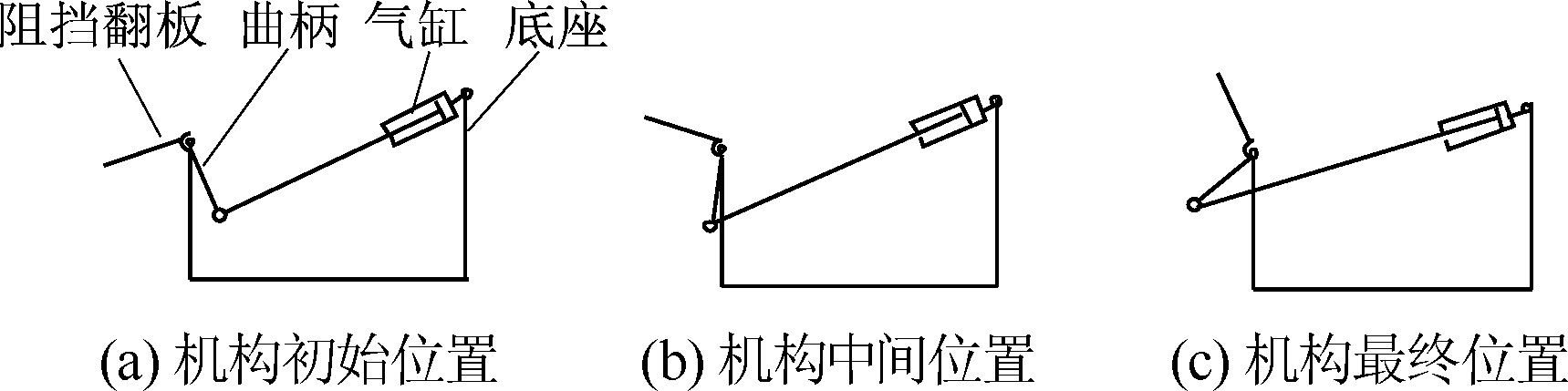
圖7 下料裝置控製機構簡圖
采用曲柄搖塊機構來實現需要的運動過程[8-10]。氣缸是曲柄搖塊機構的動力源,將氣缸的直線運動轉變為曲柄的轉動,阻擋翻版連接在曲柄上麵,隨著曲柄一塊運動。當向氣缸充入壓縮空氣,氣缸活塞杆向外推出,帶動曲柄和翻板轉動,電線卷被擋住,機構變為阻擋狀態;當電線卷要繼續沿輸送槽向下運動時,抽取氣缸空氣,則氣缸活塞杆向內運動,帶動曲柄沿逆時針
2=β2。
曲柄AB的角度變化極限位置與OA的夾角:計算氣缸的行程L0。將已知的參數帶入公式中經整理計算得L0=68.93mm,取L0=70mm。
機構杆長等參數已知,因此進行機構的位置等參數確定,可以將所求值代入相關公式中計算角度值,最終可以確定曲柄的2個極限位置。在這裏還可以采用式中,φ為曲柄的擺角。
作圖法結合計算機繪圖軟件快速地確定曲柄的2個極限位置[13],如圖10所示。
令:OA=a,a即為機架的長度,AB=AB1=AB2=
r,r即為曲柄的長度。在△OAB中有
β=r/a,sinβ= 。
連杆OB由氣缸驅動實現,根據氣缸的結構特點,極限長度分別為Lmax和Lmin,c為氣缸的特征參數,其中有
Lmin=L0+c;
Lmax=2L0+c。
由餘弦定理可知,在△OAB1和△OAB2中有


 a2+r2-2arcosβ=L2,
a2+r2-2arcosβ=L2,

 2+r2-2arcosβ=L2。
2+r2-2arcosβ=L2。
圖10 作圖確定機構極限位置
Figure10 Sketchoflimitpositionofmechanism
對於下料輸送槽,要求電線卷可以自然下滑,因此需要對下滑麵的傾角進行計算以滿足設計要求。對於電線卷在斜麵上的受力情況如圖11所示,要使電線卷能自行下滑,則必有Gsinθ-f≥0;
又因為 f=μN;
G=mg;
N=mgcosθ。
整理得 mgsinθ-μmgcosθ≥0。
因此有 μ≤tanθ;
θ≥arctanμ。
式中:G為電線卷所受重力;f為最大靜摩擦力;N為斜麵所受壓力;μ為最大靜摩擦因數;g為重力加速度;θ為斜麵與水平麵的夾角。
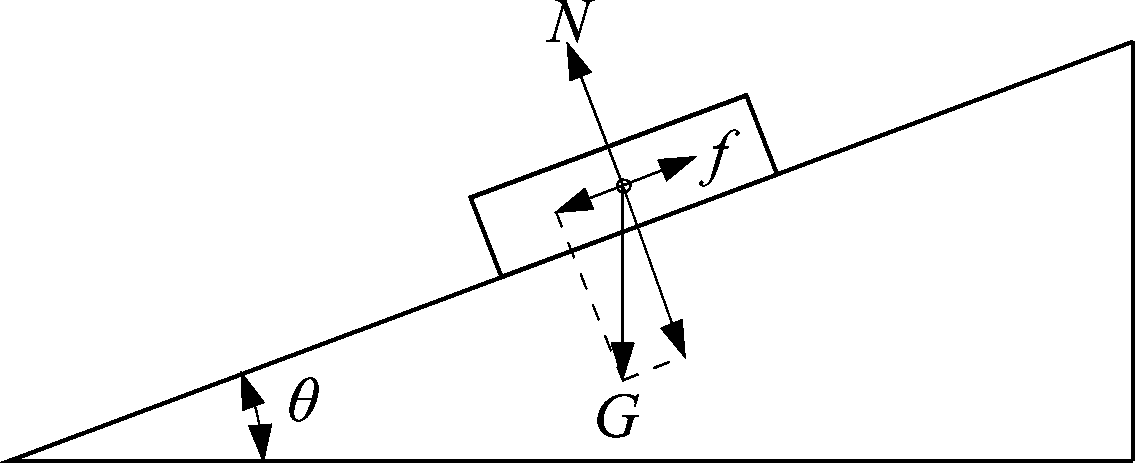
圖11 電線卷下滑受力分析簡圖
Figure11 Wirecoildownforceanalysisdiagram
由於下料滑槽的材料為鋼材,電線卷的外層為護
- 參數設置
為保證電線卷下放的順暢,控製機構的動作要迅速,機構動作時間較短。為曲柄搖塊機構添加線性馬達,添加的位置為氣缸的活塞杆圓柱麵上,方向為沿著活塞杆向外;將每秒幀數設置為100。為模型添加引力,方向豎直向下,數值保持默認;經過前麵的計算,仿真算例持續時間為0.5s,使得機構可以從起始位置到達阻擋的狀態,整個過程阻擋翻板剛好轉過π/2。完成參數設置,點擊“計算”開始仿真。
- 仿真結果分析
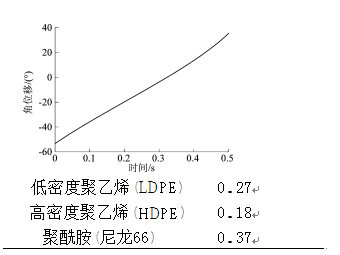
 算例仿真結束後,選擇工具欄的結果和圖解選項,查看翻板角位移與角速度變化曲線。圖12所示的是角位移隨時間變化的曲線。可知阻擋翻板仿真角位移為35°-(-53°)=88°,與設計要求的90°相比,誤差範圍為2.22%。圖13所示為阻擋翻板角速度隨時間變化的曲線圖,由圖可得阻擋翻版的角速度變化趨勢為先變小再變大,角速度範圍為158·2πrad·s-1≤
算例仿真結束後,選擇工具欄的結果和圖解選項,查看翻板角位移與角速度變化曲線。圖12所示的是角位移隨時間變化的曲線。可知阻擋翻板仿真角位移為35°-(-53°)=88°,與設計要求的90°相比,誤差範圍為2.22%。圖13所示為阻擋翻板角速度隨時間變化的曲線圖,由圖可得阻擋翻版的角速度變化趨勢為先變小再變大,角速度範圍為158·2πrad·s-1≤
套,兩者相接觸,常見的電線外層材料與鋼材之間的最大靜摩擦因數如表1所示。以常見的PVC材料為例,則其與滑槽的最大摩擦因數μ為0.45,因此斜麵與水平的夾角θ應該符合:θ≥24.3°。
- 2πrad·s-1,以此判斷符合設計要求。
 4下料控製機構運動仿真
4下料控製機構運動仿真
下料裝置是將生產的電線卷按一定的運動規律輸送到包裝工位的裝置,主要的作用是控製電線卷準確放置在撐卷裝置上,其主要的控製機構是曲柄搖塊機構。利用SolidWorks軟件建立拍平裝置的三維模型,使用軟件的Motion運動模塊對建立的機構模型進行運動仿真,分析機構的位移、速度和加速度[14-15],以此為參考來改進機構的設計。
根據機構的實際運動情況,為運動機構部件之間添加配合關係,在Motion模塊中進行運動分析時配合關係自動轉化為相應的約束。分析時運動模型中的螺栓、銷及支架等這類零部件應進行略去或壓縮,這樣可以簡化仿萬真方模數型據,減少計算量同時不會影響結果精度。
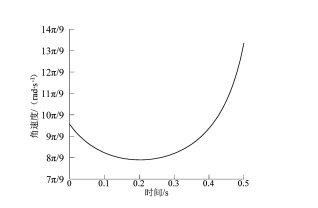
圖12 翻板角位移曲線
Figure12 Angulardisplacementof
圖13 翻板的角速度曲線Figure13 Angularvelocityofflapandcylinderpistonrod
3 結語
針對現有電線卷包裝形式單一,生產效率低的現狀,課題組提出了一種電線卷自動裹包熱收縮包裝機設計方案。通過分析新的包裝形式和工藝要求,設計了套膜裝置與下料裝置,確定了下料控製機構的原型並進行參數設計;利用軟件對於機構運動進行仿真。結果表明:下料控製機構的所得的運動規律與設計的規律一致,驗證了設計機構的正確性。采用套膜的方式進行熱收縮包裝,目前關於這方麵的研究較少,課題組通過對電線產品特征的分析,為相關的研究提供了參考。在電線卷包裝機的後續的研究中,可與力學仿真分析相結合,找到機械結構中的易損零部件與危險點,加以改善。
文章來源於網絡轉載,侵刪
- 上一篇:稱重顯示控製器在係統中的應用
- 下一篇:燈泡自動包裝機設計研究
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器