谘詢電話
ENGLISH0755-88840386枕形包立式包裝機製袋係統的設計探討
發布時間:2020-08-06 14:49:56 |來源:網絡轉載
膜的預牽引帶、成形製作包裝袋和糾偏裝置組織 構成了枕形袋立柱式包裝機的製袋係統,是立柱式枕形包裝機的關鍵構成部分之一,危害著包裝機的包裝速率和包裝品質。預牽引帶組織 的功效是預儲膜,對鋼絲繩卷筒膜的地應力、靜電感應等開展釋放出來,塑料薄膜進行後造成平穩的支撐力。根據儲膜設備存儲的塑料薄膜支撐力基本上是穩定的,清除了膜卷的尺寸轉變針對膜的牽引帶造成危害。成形製袋機構是製作包裝袋和原材料包裝的關鍵構成部分,選用圓鋼管立領成形器成形製作包裝袋。糾偏裝置組織 的功效是調節塑料薄膜在傳輸全過程中在容許的範疇內上下偏移,做到製作包裝袋的規定⑴。
1膜預牽引組織
1.1膜預牽引組織 的構成
膜的預牽引帶作用是將鋼絲繩卷筒上的膜曆經放膜組織 事先存儲到儲膜組織 上,使膜在製作包裝袋地區維持恒支撐力。膜的預牽引帶組織 如圖所示1所顯示:
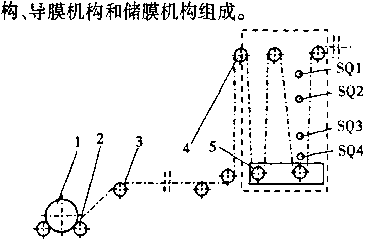
圖1膜預牽引帶組織 基本原理示意圖
1-鋼絲繩卷筒膜2-驅動器輻3-銜接輾
4-固定不動輻5-儲膜區
放膜組織 由2個驅動輒和驅動電機構成,膜卷架在2個驅動器輻上,驅動器朝同方向旋轉。優勢是在膜的預牽引帶全過程中,預牽引帶速度驅動器輾的角速度相關,不會受到膜卷尺寸轉變危害。導膜組織 由好幾個導向性輻構成,功效是依據機器設備的總體構造,使膜的邁向有效,釋放出來膜的地應力。儲膜組織 由好幾個固定不動導輻和挪動導輻、導輻支撐架、檢驗電源開關構成。功效是釋放出來膜的支撐力和靜電感應,貯備支撐力基礎穩定地進行膜。確保了膜在包裝袋成形全過程中穩定、不方向跑偏、成形效果非常的好。
1.2膜預牽引組織 的原理
儲膜組織 由機械設備擋塊限位開關,融合檢驗電源開關開展操縱,檢驗電源開關SQ1、SQ2、SQ3和SQ4檢驗挪動輻的部位,操縱預直流電機M5運作。當SQ2檢驗到數據信號後,預直流電機M5慢速度起動運作,挪動輾在作用力的功效下向下移動,SQ1檢驗到數據信號後預直流電機M5加快運作。挪動輻降低過程中,SQ3檢驗到數據信號後預直流電機M5降速運作,SQ4檢驗到數據信號後預直流電機M5終止。伴隨著製袋機構對膜的牽引帶,挪動輻剛開始升高。設定SQ2和SQ3檢驗電源開關的目地是預直流電機M5有一個慢速度運作段,挪動輯比較長期維持在某一個挪動範疇內,降低預直流電機M5的啟停頻次。
2成形製袋機構
2.1成形製袋係統的構成
成形製袋係統由開料管、排汽管、立領成形器、包裝薄膜、豎封組織 、時間複印、牽引帶組織 、安裝板構成,如圖2所顯示。開料管是環形立領成形器的內成形管,是決策製作包裝袋尺寸的關鍵零件之一。排汽管的功效主要是開料全過程中清除原材料中的煙塵,提升包裝的封合品質,降低包裝全過程對自然環境的環境汙染。環形立領成形器關鍵由領口和內外成形筒構成,它是製作包裝袋成形的核心部件。豎封組織 和時間複印組織 依照包裝運作周期時間,在膜牽引帶間斷間歇性,開展豎封封合與時間的複印。牽引帶組織 關鍵由牽引帶驅動器組織 、牽引帶輻、色標卡檢測傳感器、自動控製係統等構成。
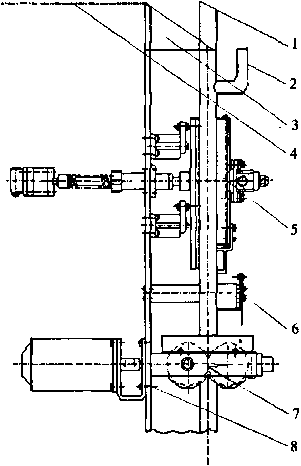
圖2成形牽引帶組織 構造基本原理示意圖 •
1-開料管2-排汽管3-立領成形器4-包裝薄膜5-豎封組織 6-時間複印7-牽引帶組織 8-安裝板
2.2製作包裝袋全過程中膜牽引帶的操縱基本原理
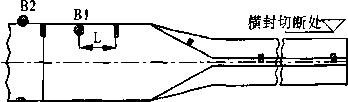
圖3色標卡檢驗與橫封斷開位置關係示意圖
如圖所示3所顯示,切割刀和色標卡檢驗中間的間距並不是袋長的非負整數,中間有一個誤差L(斷開部位調節主要參數)。依據開料電動機的運作部位,起動牽膜電動機運作,膜牽引帶全過程中,從牽引帶剛開始到色標卡中間,膜直流電機不記數運作,當光電傳感器B1檢驗到色標卡後,操縱控製器降速並運作L間距後終止,確保橫封封合和切割刀的斷開精確,清除了膜在牽引帶全過程中的累積偏差,這類光學檢驗精準定位方法稱之為一部分定長控製法,L的標值在工業觸摸屏上設定。這類方法的優勢是此次牽引帶偏差在下一次牽引帶中會清除,不容易造成積累偏差;這類方法的缺陷是驅動電機再運行間距是根據計算或是等效替代法得到,驅動電機是閉環控製運作,牽膜的具體長短沒法檢驗,精確性遭受牽膜全過程中滑動摩擦力、膜的支撐力等轉變的危害,導致了牽膜偏差⑵。
2.3製作包裝袋的膜牽引帶驅動器方法的較為立柱式枕形袋包裝機製作包裝袋常見的膜牽引帶驅動器方法有軟啟動器操縱三相異步電機驅動器、伺服電機驅動器、交流伺服電機驅動器等方法。
2.3.1軟啟動器操縱三相異步電機的驅動器
軟啟動器操縱三相異步電機的驅動器是常見的驅動器方法之一。袋長的檢驗方式 是旋轉編碼器上安裝磨擦輪,磨擦輪和塑料薄膜磨擦驅動器旋轉編碼器轉動,PLC根據髙速記數鍵入,以AB相方法記數,係統控製方法校準,計標值根據數學分析模型測算出膜牽引帶的長短。操縱全過程是膜牽引帶剛開始到光電傳感器色標卡中間,PLC對旋轉編碼器檢驗不記數,當光電傳感器檢驗到色標卡,PLC對旋轉編碼器數據信息開展記數,將測算出的牽引帶塑料薄膜長短與檢驗設置長短L開展較為,操縱電動機的運作,進行一個包裝袋的牽引帶。優勢是成本費較低,牽引帶相對性精確,另外能夠 清除積累偏差。缺陷是電動機的起停頻率受限製,最大能夠 考慮70包/min的牽膜姿勢,偏差較為大。對軟啟動器的特性規定較為高,軟啟動器的基本參數比較多,調節工作人員務必了解軟啟動器的特性和基本參數,軟啟動器主要參數的設定危害牽引帶的實際效果。電動機起停較為經常,軟啟動器必須外接適合的製動電阻。2.3.2伺服電機驅動器伺服電機的驅動器是常見的驅動器方法之一。伺服電機的操縱,常見的方式 是伺服電機控製板和PLC控製二種。伺服電機控製板是伺服電機發展趨勢全過程中的衍生產品,具有專用性也是有實用性,是隨著著某類操縱新產品開發的控製板。其優勢是低成本,有一定的可編程控製器性,實際操作簡易;缺陷是運用範疇小,實用性差,項目成本大,初期的操縱商品中運用比較多,當代的操縱商品運用較為少。PLC控製伺服電機的優勢是可編程控製器性,可建立完善的數學分析模型,適應能力好,運用普遍。伺服電機控製板和PLC對伺服電機的操縱,相同點是向伺服電機控製器推送單脈衝,單脈衝的頻率決策伺服電機的轉速比,單脈衝的總數決策伺服電機轉動的視角,根據數學分析模型計算出牽引帶長短,是一個開環控製係統軟件,電動機的運作受負荷危害較為大。優勢是成本費適度,牽引帶相對性精確,起停頻率較高,最大能夠 考慮90包/min的牽膜姿勢,另外能夠 清除累積偏差;缺陷是伺服電機的操縱歸屬於開環控製,膜牽引帶的準
22確受牽引帶輯和膜的磨擦危害很大,可靠性較弱,偏差較為大。
2.3.3交流伺服電機驅動器
交流伺服電機的驅動器是常見的驅動器方法之一,是現階段較為理想化的驅動器係統軟件。優勢是閉環控製係統,交流伺服電機內置旋轉編碼器或旋轉變壓器,屏幕分辨率高,牽引帶相對性精確,依據轉動的脈衝數,根據相對的數學分析模型可測算出膜的牽引帶長短。這類方法起停頻率較高,可與其他交流伺服電機同步運作,設定多種多樣運作曲線圖,最大能夠 考慮120包/min的牽膜姿勢,另外能夠 清除累積偏差;缺陷是運作成本費較為高,膜牽引帶的精確性受牽引帶輻和膜的磨擦危害很大,運作速率較為高,針對牽引帶槌的損壞較為大。
3糾偏裝置組織
3.1糾偏裝置組織 的構成
塑料薄膜在傳輸全過程中,塑料薄膜的薄厚不勻稱,膜卷兩側繞鬆緊度不一樣,傳輸報筒平麵度差別,牽引帶輪(傳動帶)與塑料薄膜的滑動摩擦力的差別等要素,不一樣水平的造成塑料薄膜在傳輸全過程中方向跑偏。以便擺脫塑料薄膜在傳輸全過程中不方向跑偏,必須提升糾偏裝置。圖16為糾偏裝置組織 平麵圖,糾偏裝置組織 關鍵由糾偏裝置挪動架、糾偏裝置驅動器(包含驅動電機、滾珠絲杠、螺母)、導向性組織 、聲卡機架總程和檢驗電源開關構成。糾偏裝置挪動架與螺母相接,滾珠絲杠的正反轉推動偏位架上下挪動,導向性組織 確保偏位架平穩,偏位架子上安裝預牽引帶驅動器係統軟件。從檢驗基本原理上分成單側檢驗和多邊檢驗。
圖4糾偏裝置組織 構造基本原理示意圖
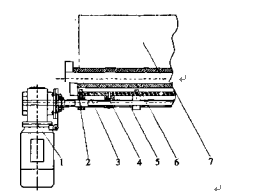
1-糾偏裝置驅動電機M62-導向性組織 3-預牽引帶組織 安裝板4-糾偏裝置挪動聯接塊(螺母)5-糾偏裝置滾珠絲杠6-預牽引帶驅動器輾7-膜卷
3.2單側檢驗構成與糾偏裝置原理
單側檢驗糾偏裝置如圖所示3所顯示,是運用一個光學
檢驗電源開關B3檢驗膜的單側(以便闡述便捷,界定為左側,另一邊界定為右側),和色標卡光學檢驗電源開關B1構成監測係統。運作剛開始後,每檢驗到一個色標卡XI,電子計數器C1記數一次,記數到K1後,C1校準,X1對C2記數,Y1=1,糾偏裝置偏移,電子計數器C2=K2或是X3=1,C2校準,Y1=0,終止右糾偏裝置。XI對C1再次記數,假如X3=O,C1=K1時,反複之上流程,糾偏裝置偏移。當X3=l時,X1對C3記數,C3=K3時,C3校準,丫2=1,糾偏裝置偏移,X1對C4記數,C4=K4時,Y2=0,C4校準,XI對C1記數,如此往複式,開展上下糾偏裝置。K1-K4的值在工業觸摸屏上設定,依據調節狀況開展設定。從之上闡述能夠 看得出,假如一次糾偏裝置不及時,不開展持續糾偏裝置,運作好多個包裝周期時間後,檢驗記數,再分辨運作狀況,開展合理糾偏裝置,防止忽左忽右的狀況,降低往複式糾偏裝置頻次。
3.3多邊檢驗糾偏裝置組織 構成與原理
多邊檢驗糾偏裝置(如圖所示3所顯示),是運用2個光學檢驗電源開關(B2、B3)檢驗膜的多邊,和色標卡光學檢驗電源開關(B1)構成監測係統。因為選用了多邊檢驗,管理程序相對性簡易。當X2=l時,X1對C1記數,C1=K1時,Cl校準,假如X2=0,再次檢驗。X2=!時,X1對C2記數,Yl=l,糾偏裝置偏移,電子計數器C2=K2或是X3=1,C2校準,Y1=0,終止右糾偏裝置。當X3=l0t,Xl對C3記數,C3=K3時,C3校準,假如X3=0,再次檢驗。X3=1時,XI對C4記數,Y2=1,糾偏裝置偏移,電子計數器C4=K4或是X2=1,C4校準,丫2=0,終止左糾偏裝置。可以看出,多邊檢驗的程序流程相對性簡易,在程序編寫和調節全過程中,針對K1-K4的值設定有效,會降低糾偏裝置頻次。
從以上操縱基本原理能夠 看得出,多邊檢驗糾偏裝置組織 的糾偏裝置頻次相對性較少,合適於髙速包裝機。單側檢驗糾偏裝置組織 的糾偏裝置頻次相對性較多,製造成本較低,合適於低速檔包裝機。
4結語
文中和上一期發布的《提高小顆粒狀物料枕形包立式包裝機速度的研究》⑶,對小顆粒物料枕形袋立柱式包裝機開展了較為全方位的闡述和科學研究,得到了不一樣的組織 和操縱方法融入於不一樣的包裝機。如針對低速率的包裝機就沒有必需規定每一個組織 或是操縱計劃方案務必恰如其分,提升多餘的製造成本。提升包裝機的包裝速率和包裝品質是多要素的、多計劃方案的綜合性應用技術,針對每一個技術性的忽略都是危害到包裝機的可信性。包裝機具體生產製造和調節是一個逐步完善的全過程。
文章來源於網絡轉載,侵刪
- 上一篇:一種三級控製動定量包裝機的設計
- 下一篇:稱重顯示控製器的原理與應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器