谘詢電話
ENGLISH0755-88840386方塊地毯包裝機的研究與設計
發布時間:2020-08-06 13:33:13 |來源:網絡轉載
方塊地毯又稱拚塊地毯、地毯磚,它是以彈性材料或高分子材料為背襯、機製地毯胚毯為表層麵料的正方形地毯塊。這種地毯實際是在滿鋪地毯的基礎上發明的,主要應用於商務領域,特別是辦公室、寫字樓等場合[1]。而方塊地毯包裝機是集機、電、光、氣一體化的形成包裝設備,它是實現包裝的機械化、自動化的關鍵因素,可大量提高生產效率,減少人力物力,降低包裝成本[2]。因此,方塊地毯包裝機有著廣闊的應用前景[3-4]。為迎合這種發展趨勢,作者在研究和改進國內外地毯包裝機的基礎上,研製了一種新型的地毯包裝機,采用了氣動技術與機械傳動相結合的方法,代替了傳統的純機械傳動係統。文中以方塊地毯包裝機為研究對象,介紹地毯堆垛、整理裝箱存箱、成箱和包箱5個模塊的結構,並給出各部分的氣動原理圖。同時,分析運動工藝流程對包裝性能和包裝效率的影響和並發運行對係統工作壓力的影響。
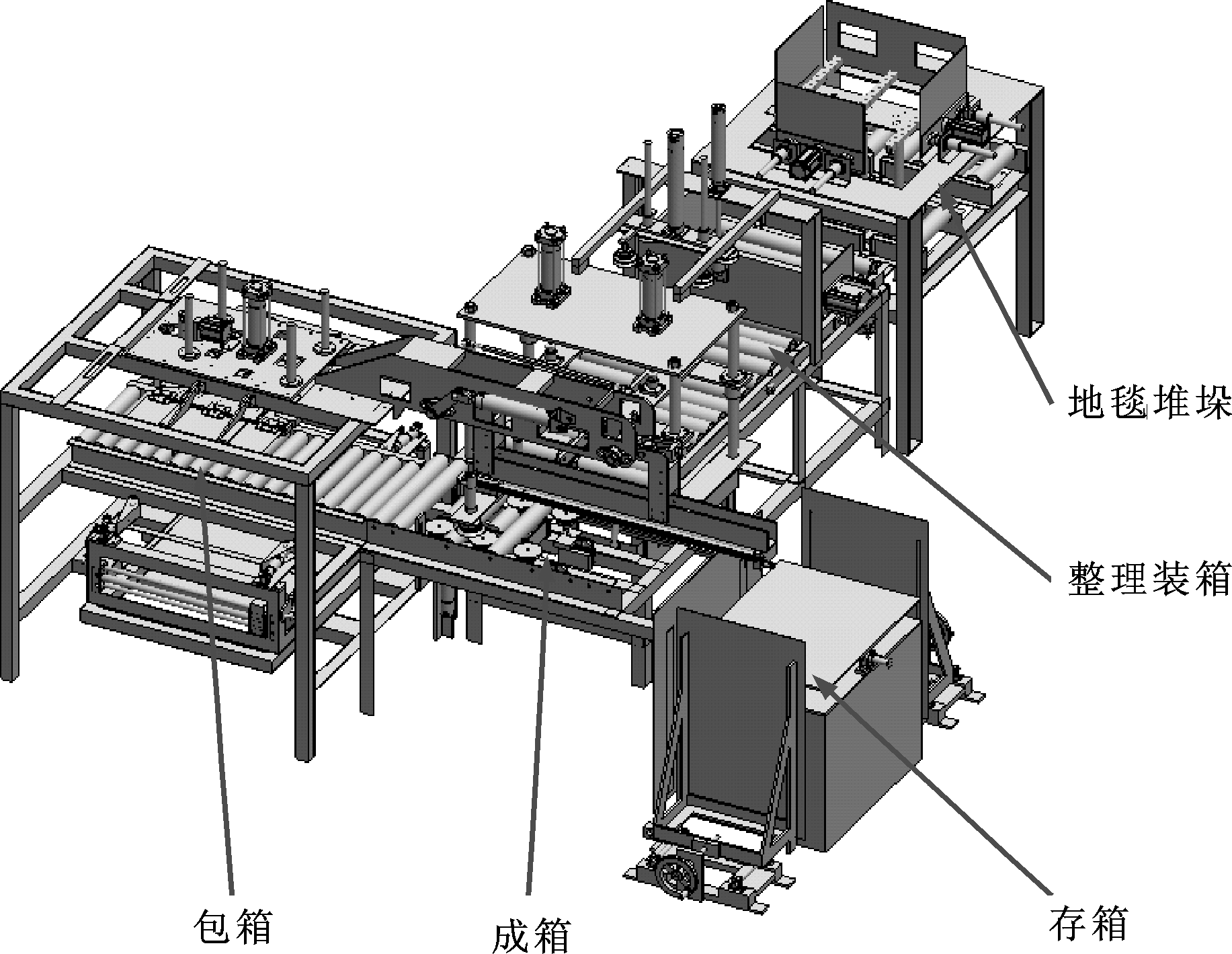
1 方塊毯包裝機工作原理圖
方塊毯包裝機主要包括5部分(見圖1):地毯堆垛部分、整理裝箱部分、存箱部分、成箱部分和包箱部分。文中執行元件是氣缸,由PLC控製電磁換向閥來實現各個氣缸的動作,工作可靠,使用維修方便,具有很好的應用前景及推廣價值。片地毯每24片堆垛起來,並運給下一個工位,見圖2。具體流程為:當一片片的地毯通過輸送台落入整理框中時,前整理氣缸1和側整理氣缸3動作,整理地毯。整理完成後,下移輸送氣缸2動作,將地毯放置在輸送輥上,由輸送輥所帶的舵機向下一工位移動。
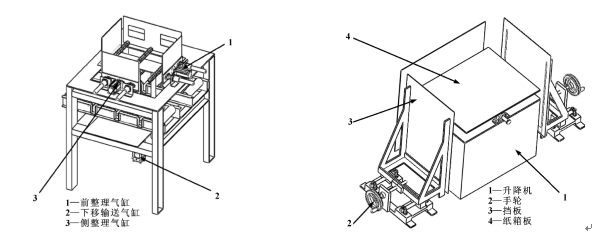

 圖2地毯堆垛示意圖
圖2地毯堆垛示意圖
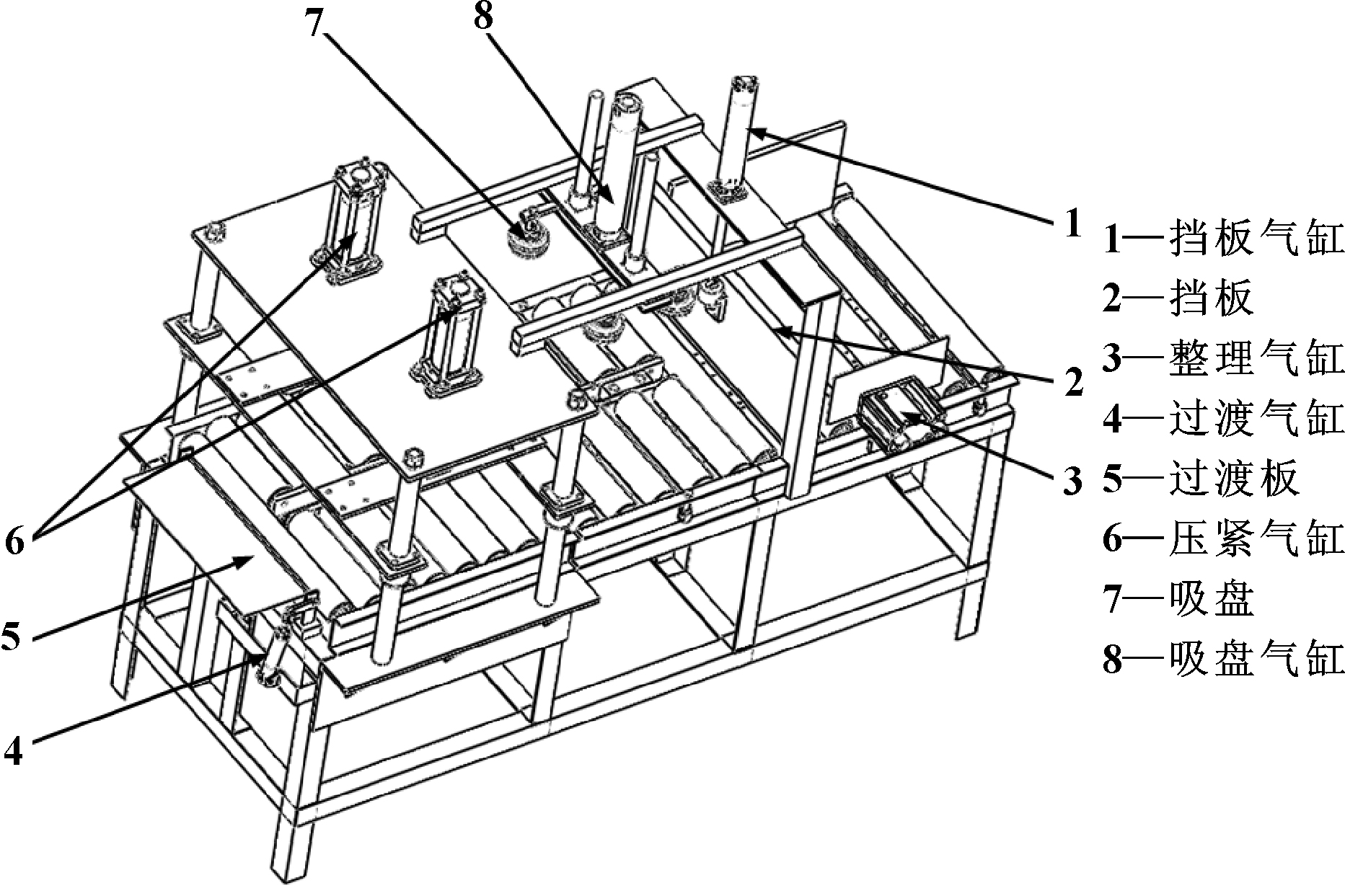
1.2 整理裝箱部分
圖4存箱示意圖整理裝箱部分對地毯進一步整理,並為地毯進入紙箱做好準備,見圖3。具體流程為:當此工位沒有地毯時,吸盤氣缸8帶動吸盤將推毯塊提起;當24塊堆垛的地毯運輸到整理裝箱部分時,整理氣缸3運動,進一步地將地毯整理好;當擋板2前端的光電傳感器感應到有地毯過來時,擋板氣缸1動作,帶動擋板升起,此時地毯可以繼續往前運輸;當地毯運動到壓緊氣缸6下麵時,壓緊氣缸動作,將地毯壓實;與此同時,由吸盤提起的推毯塊放下,跟著地毯一起向前,當地毯到達過渡板5的位置時,推毯塊將地毯推入已經成型的紙箱中。
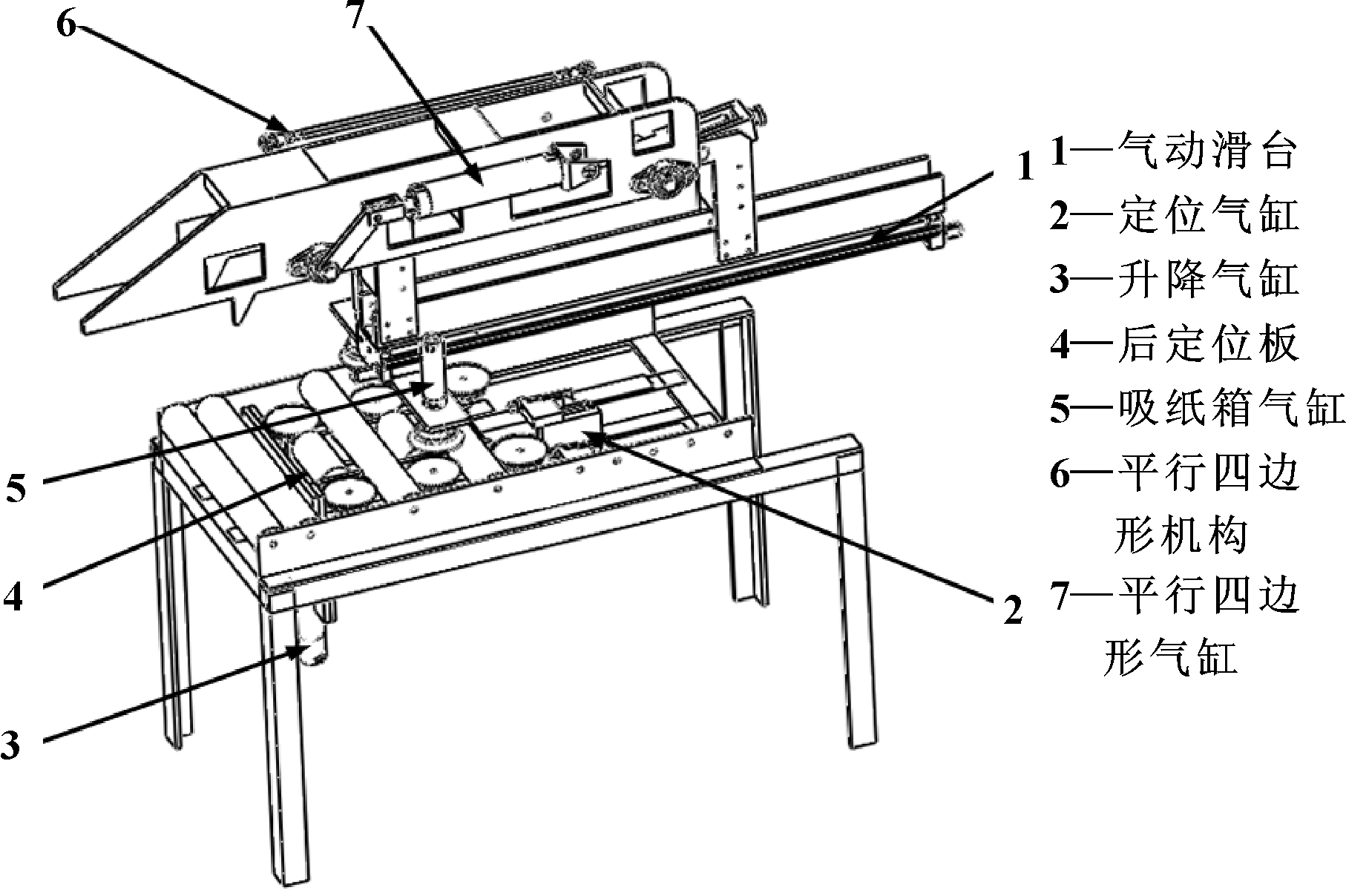
成箱部分的主要功能是將紙箱放置到運輸台上,然後上下吸盤同時作用將紙箱成型,如圖5所示。具體流程為:平行四邊形氣缸7運動帶動平行四邊形機構6運動,保證了氣動滑台1的運動一致性;吸紙箱氣缸5在氣動滑台1上運動,由吸盤將紙箱從存儲單元運輸到成箱單元;當紙箱被運到成箱部分時,定位氣缸2和升降氣缸3同時限定了紙箱的位置;然後通過下麵6個吸盤和上麵2個吸盤的吸力將紙箱撐起,同時由上一工位的推毯塊將地毯送入紙箱中。
15 包箱部分
圖5成箱示意圖
包箱部分主要分為紙箱定位部分、壓箱部分、側沿折疊部分、下沿折疊部分、噴膠部分和上沿折疊部分,具體流程見圖6。文中的包箱步驟(見圖7)
存箱部分的主要功能是存儲紙箱,如圖4所示。具體流程為:轉動手輪2可以調節擋板距離紙箱的位置,可以用於不同規格的紙箱。紙箱放在紙箱板上,當拿走一個紙箱時,需要升降機1將剩餘紙箱升起,以便紙箱吸盤能把紙箱吸走。
為:側沿折疊→下沿折疊→上沿折疊。
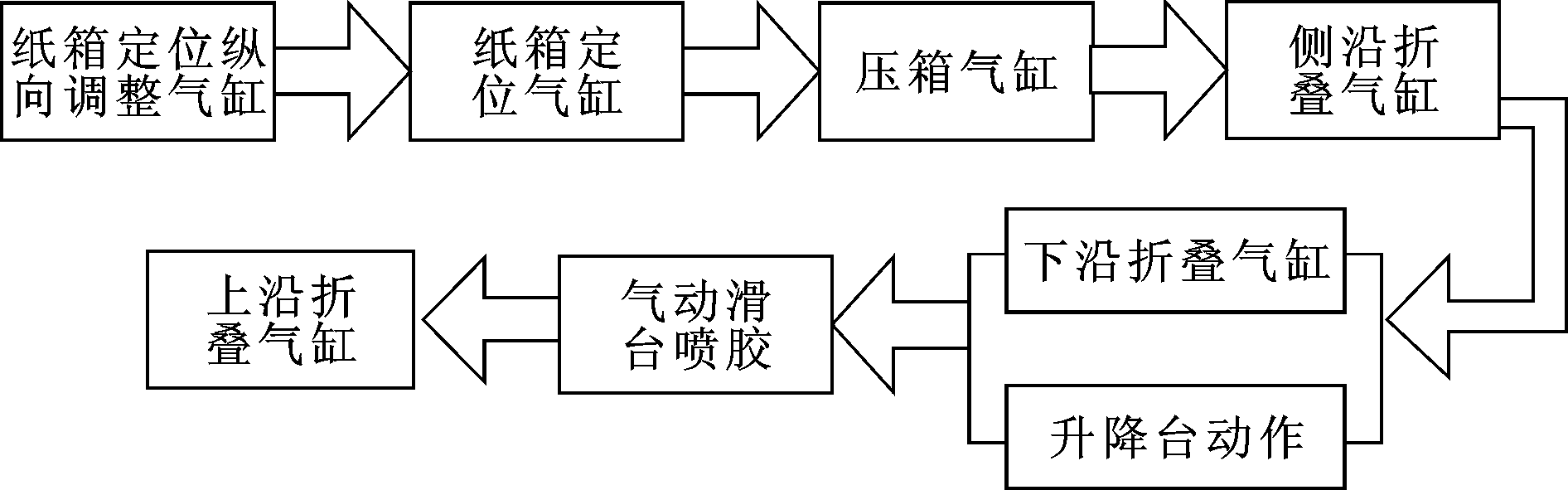
圖6包箱流程圖
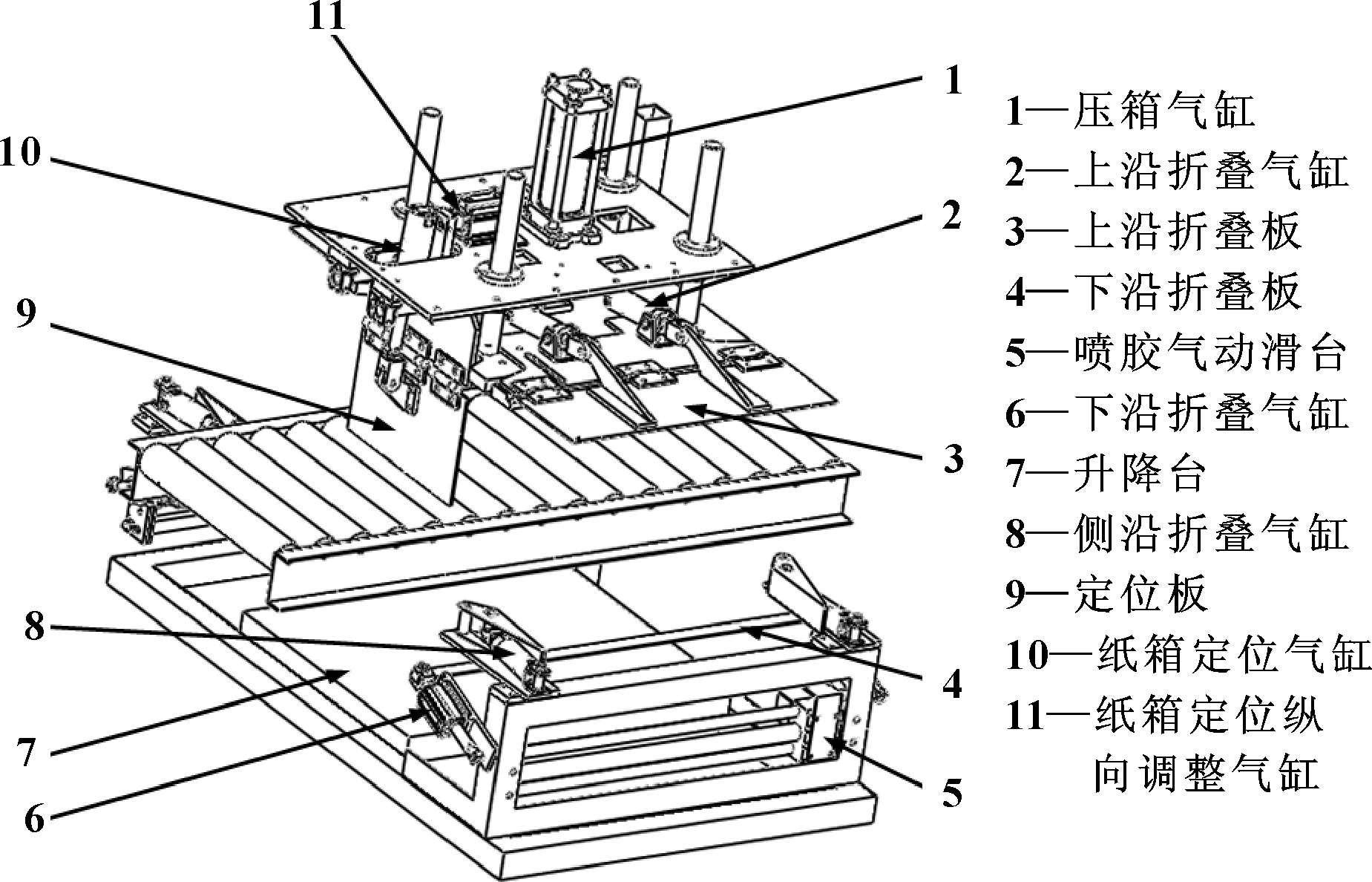

圖7包箱示意圖
氣缸1開始運動,可以壓緊地毯箱,為後麵的包裝做準備。包箱從側沿折疊開始,側沿折疊氣缸8動作,帶動側沿折疊板轉動,將兩側沿折疊。隨後,升降台7上升,同時下沿折疊氣缸6動作,這時兩個下沿折疊氣缸帶動的下沿折疊板4從下往上將下沿折疊。下沿折疊後,氣動滑台5和噴膠儀同時運動,在紙箱下沿上噴膠,此噴膠為點噴。噴膠完成後,上沿折疊氣缸2運動,帶動上沿折疊板3折疊。整個包箱過程的具體結構示意圖如圖7所示。
2 氣動係統設計
地毯堆垛、整理裝箱、存箱和成箱部分氣動係統
當紙箱定位縱向調整氣缸11運動時,可以帶動紙箱定位氣缸10運動,進而帶動紙箱定位氣缸上的定位板9,達到定位的目的。在紙箱定位好後,壓箱包括15個氣缸和1個氣動滑台,15個氣缸中有3個旋轉氣缸、4個水平氣缸和8個垂直氣缸,如圖8所示。整個包箱部分氣動係統需要對15個氣缸和2個氣動滑台的動作進行控製,如圖9所示。
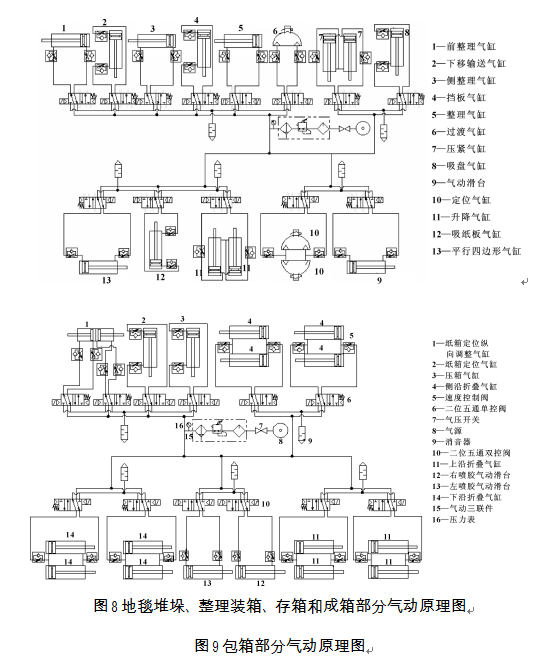
 這裏需要21個二位五通單控閥和4個二位五通雙控閥,25個閥都安裝在一塊匯流板上,氣源出來的氣體經過氣動三聯件處理後進入到匯流板。
這裏需要21個二位五通單控閥和4個二位五通雙控閥,25個閥都安裝在一塊匯流板上,氣源出來的氣體經過氣動三聯件處理後進入到匯流板。
3 包裝性能分析
31 包裝工藝過程對係統效率的影響
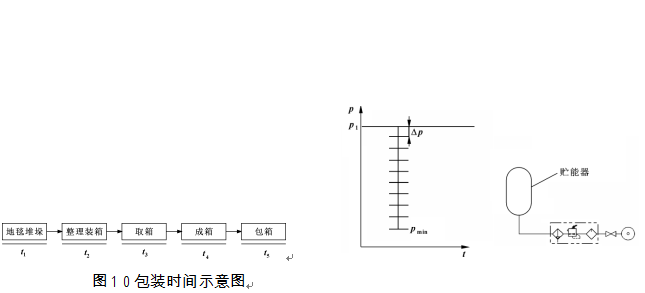
按照如圖10所示的包裝工藝過程,包裝周期。
若
pminAi≤Fi (5)
其中:pmin為9個氣缸同時動作時最小壓力,Ai為活塞杆麵積,Fi為活塞杆運動的最小推力。由公式
(5)可知,此時可能使某個氣缸或某幾個氣缸產生爬行現象或無法啟動的現象。
為了解決這一問題,可以在氣動三聯件的出口處加上貯能器,如圖13所示。貯能器的作用為:(1)
 η=t
η=t
用來儲存一定量的壓縮空氣,調節空壓機輸出氣量與用戶耗氣量之間的不平衡狀況,保證連續、穩定的氣
其中:t0為各個子工藝過程之間的銜接時間總和,t為包裝時間,η為效率。在包裝時間t一定的情況下,為了提高效率η,可以在保證包裝穩定性的情況下,盡量縮短包裝周期。為了縮短包裝周期T,對工藝過程進行如下改進:(1)采用並發運行生產作業,可以完成流水線工作。(2)對於比較複雜的包箱部分,將紙箱定位縱向調整和紙箱定位這兩個工序同時進行,這樣可以縮短時間Δt1;同時調節噴膠氣動滑台的速度,在不影響噴膠效果的情況下,可以加快噴膠的速度,這樣可以節省時間Δt2。這樣可以獲得最佳的周期Topt,進而獲得最大的效率η。
流輸出;(2)當出現空壓機停機、突然停電等意外事故,可用貯能器中儲存的壓縮空氣實施緊急處理,保證安全;(3)減小空壓機輸出氣流脈動,穩定空壓機管道中的壓力;(4)還能降低壓縮空氣溫度,分離壓縮空氣中的部分水分和油分。
32並發運行對係統工作壓力的影響分析
文中涉及到幾個氣缸並發運行,如當地毯堆垛部分的前整理氣缸(1個)、整理裝箱部分的壓緊氣缸(2個)、成箱部分的定位氣缸(2個)和包箱部分的側沿折疊氣缸(4個)同時工作時,會對係統的工作壓力產生一定的衝擊。先分析單個氣缸的壓力-位移圖,見圖11。
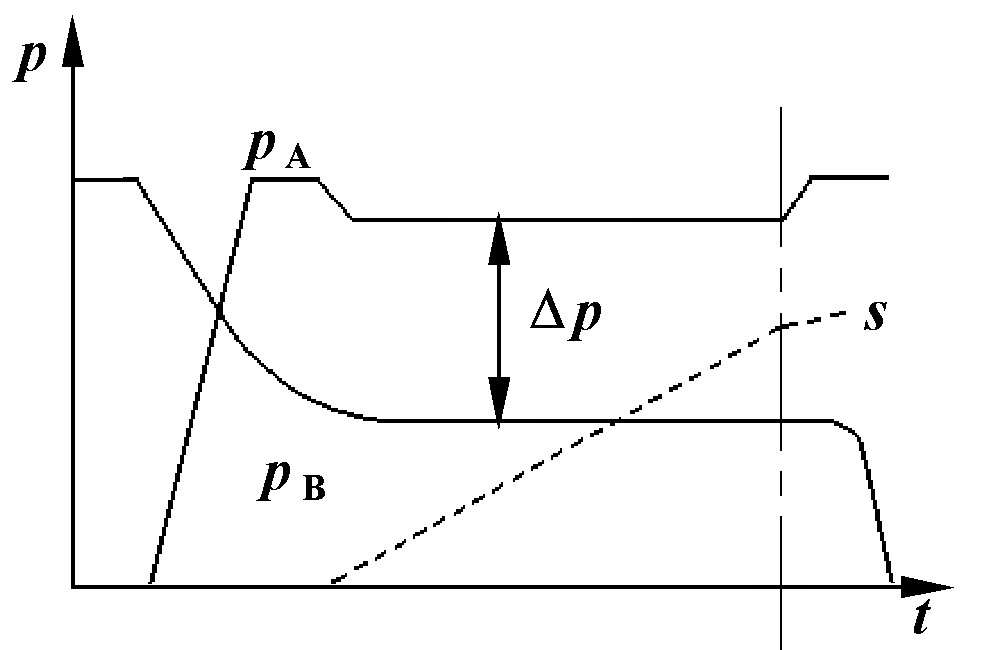
圖11氣缸的壓力-位移圖
當滿足關係式:
Δp>p0min (3)
其中:p0min為活塞啟動的最小壓差。此時活塞杆開始運動,氣缸開始動作。當上述9個氣缸同時啟動時,
如圖12所示,滿足下列關係式:
4 結論
以方塊地毯包裝機為研究對象,介紹了地毯堆垛、整理裝箱、存箱、成箱和包箱5個模塊的結構,並給出了各部分的氣動原理圖。分析了工藝流程對包裝周期和包裝效率的影響,同時闡釋並發運行對係統工作壓力的影響,得出如下結論:
(1)利用氣動技術與傳統機械傳動相結合的方法可以實現包裝功能。
(2)合理的工藝流程安排可以減少工作周期,提高生產效率。
(3)增加貯能器可以解決並發運行對係統工作壓力的影響,可以保證連續、穩定的氣流輸出。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器