谘詢電話
ENGLISH0755-88840386硬條及條外透明紙包裝機煙包輸入通道的改進
發布時間:2020-08-06 11:42:23 |來源:網絡轉載
1問題分析
1.1存在的問題
生產製造中當煙包由YB518型包裝機運輸至YB618型包裝機時,輸入通道前半部經常會出現頂層煙包滑掉狀況,導致安全通道內左右雙層煙包總數不一致。伴隨著輸入通道內下一層煙包總數增加,煙包總數探測器發信號,造成 機器設備關機。為故障檢測實際操作工作人員必須另外旋轉輸入通道的2個轉換開關,運用汽缸提高輸入通道的上輸送皮帶支撐架,對排序參差不齊的煙包開展人力補包,實際操作繁雜且用時長,危害生產率。
1.2根本原因
1.2.1原理
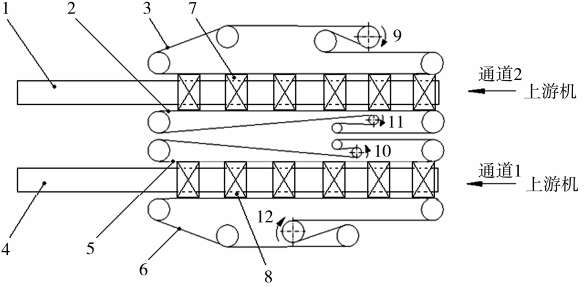
由圖1由此可見,改善前YB618型包裝機煙包輸入通道構造為密閉式,煙包運輸方法是由左右兩根輸送皮帶捏住煙包借助滑動摩擦力開展同步運輸[8]。電動機根據傳動係統同步帶輪驅動器左右輸送皮帶,將層疊煙包由YB518型包裝機美容器出入口傳至YB618型包裝機的伸縮輪入口。輸入通道是雙通道內存,由2組上輸送皮帶和下輸送皮帶構成。
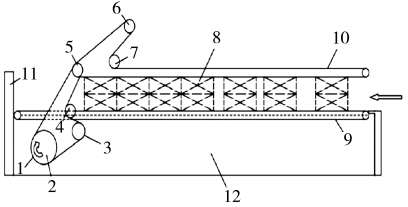
1.傳動係統同步皮帶2.主主動輪3.同步帶輪4.漲緊輪
5.上驅動器輥6.驅動器輥7.張緊輥8.兩層煙包9.下輸送皮帶10.上輸送皮帶11.隔板12.安全通道聲卡機架
圖1改善前輸入通道結構示意圖
Fig.1Schematicdiagramofinputpassagebeforemodification
煙包輸入通道中安裝有煙包層疊總量光學探測器,部位見圖2。在其中,探測器1安裝在第四個層疊煙包處,當其檢驗不上安全通道內層疊煙包時,YB618型包裝機會顯示信息常見故障信息內容“最少/最少,鍵入滑軌”;探測器2安裝在第9個層疊煙包處,當其檢驗到積累的層疊煙包時,最前端開發的五個層疊煙包將被送入伸縮輪;探測器3安裝在第14個層疊煙包處,當其檢驗到輸入通道中持續層疊煙包時,設備的運行速率將全自動提升;探測器4安裝在第二十二個層疊煙包處,當其被煙包擋住時,YB518型包裝機將發布美容器內的煙包,機器設備警報並關機;探測器5安裝在輸入通道入口,當其被煙包擋住時,機器設備馬上關機。
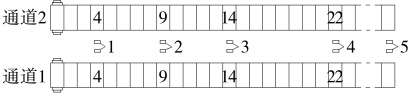
1.探測器1(輸送皮帶中的煙包極小值)2.探測器2(煙包總量底位)3.探測器3(煙包總量上位)4.探測器4
(輸送皮帶積煙)5.探測器5(輸入處積煙)
圖2輸入通道中煙包總量探測器方位圖
Fig.2Positionsofdetectorsforquantityofpacketsininputpassage
1.2.2兩層煙包應力分析
依據左右輸送皮帶推動煙包運輸的方法,對兩層煙包開展應力分析,見圖3。為確保上下一層煙包不產生互相健身運動,上下一層煙包的運作速率應各自與幾包煙總體運作速率相同[9]。
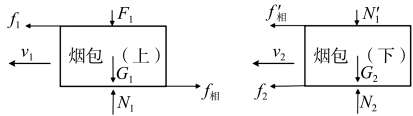
a.頂層煙包應力分析 b.下一層煙包應力分析
圖3兩層煙包受力分析圖
Fig.3Mechanicalanalysisofcigarettepacketsontopandbottomconveyingbelts
之上層煙包為目標開展應力分析,能夠 獲得頂層煙包在水平方向上的驅動力動力學方程組:
f合1=f1-f相=μ皮F1-μ煙N1=μ皮F1-μ煙(F1+mg)(1)
a1=f合1/m=[μ皮F1-μ煙(F1+mg)]/m (2)
v1=v01-a1t (3)
對下一層煙包開展應力分析,得下一層煙包在水平方向上的驅動力動力學方程組:
f合2=f2+f′相=μ皮(F1+1mg)+μ煙(F1+mg)(4)a2=f合2/m=[μ皮(F1+1mg)+μ煙(F1+mg)]/m(5)v2=v02+a2t (6)
式(1)~式(6)中:f合1為頂層煙包在水平方向上的協力,N;f合2為下一層煙包在水平方向上的協力,N;f1為上輸送皮帶對頂層煙包造成的滑動摩擦力,N;f2為下輸送皮帶對下一層煙包造成的滑動摩擦力,N;f相為下一層煙包對頂層煙包的滑動摩擦力,N;f相′為頂層煙包對下一層煙包的滑動摩擦力,N;μ皮為輸送皮帶與煙包中間的摩擦阻力;F1為上輸送皮帶對頂層煙包的工作壓力,N;μ煙為上下一層煙包中間的摩擦阻力;N1為下一層煙包對頂層煙包的承受力,N;m為煙包品質,kg;g為重力加速,m/s2;a1為頂層煙包在水平方向上的
瞬時速度,m/s2;a2為下一層煙包在水平方向上的瞬時速度,m/s2;v1為頂層煙包水準運輸速率,m/s;v2為下一層煙包水準運輸速率,m/s;v01為頂層煙包從美容器中發布的原始速率,m/s;v02為下一層煙包從美容器中發布的原始速率,m/s;t為時間,s。
因為上下一層煙包從美容器中發布的原始速率同樣,即v=v。依據相互作用力與反衝力基本原理必得
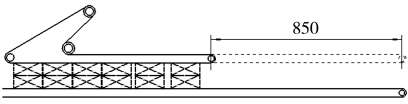
圖4改善上輸送皮帶支撐架後平麵圖
Fig.4Schematicdiagramofmodificationoftopconveyingbeltbracket
f相′=f相,N1=N1′。為確保兩層煙包在運輸全過程中不造成相對滑動,應確保上下一層煙包速率一致,即v1=v2。因v01=v02,故上下一層煙包的瞬時速度相同,即a1=a2。依據式(1)~式(6)測算必得f相=-μ皮mg。
為確保煙包中間不造成相對滑動,煙包中間滑動摩擦力平方根應低於煙包中間較大滾動摩擦力,即:f相≤f靜max⇒μ皮mg≤μ煙靜ma(xF1+mg) (7)
式中:μ煙靜max為煙包中間的靜摩擦阻力。
因輸送皮帶與煙包中間的摩擦阻力μ皮和煙包中間的靜摩擦阻力μ煙靜max均為原材料原有主要參數,當上輸送皮帶太長時,煙包在輸入通道前端、中區和後半段所受工作壓力不平衡,非常容易導致上下一層煙包造成拖動並滑掉,造成 安全通道阻塞常見故障。
2改善方式
2.1煙包輸入通道
2.1.1減少上輸送皮帶支撐架長度
為防止輸入通道頂層煙包滑掉,將上輸送皮帶支撐架長度降低850Mm,並將上輸送皮帶規格由55mm×3690mm改成55mm×1920毫米,見圖16。依據應力分析結果,上輸送皮帶減少後能夠 明顯改進煙包承受力不平衡狀況,確保上下一層煙包無相對滑動。
2.1.2提升2組輸送皮帶
在上輸送皮帶支撐架減少位置提升2組垂直方位輸送皮帶,將要原先由左右輸送皮帶推動煙包的密閉式運輸方法,改成由上下兩邊輸送皮帶夾持煙包、底端輸送皮帶推動煙包的敞開式運輸方法,見圖5。根據提升2組垂直方位輸送皮帶,提升輸入通道前端煙包運輸的可靠性。
2.2輸入通道傳動裝置
為使輸送皮帶運輸速率保持一致,根據改裝3組和原同步齒形帶輪規格同樣的皮帶輪為敞開式運輸安全通道出示驅動力。依據各皮帶輪規格、遍布及安裝部位,再次設計方案YB618型包裝機輸入通道傳動裝置,見圖6。電動機根據電動機主皮帶輪1出示係統軟件驅動力,根據同步齒形帶傳送驅動力,先後推動軸Ⅰ、軸Ⅱ、軸Ⅲ、軸Ⅳ和軸Ⅴ旋轉,並由軸Ⅴ根據減速箱11推動同步帶輪12轉動。減速箱11的功效是將水平方向傳送的驅動力變化為垂直方位傳送,再在同步帶輪12和同步齒形帶的功效下,驅動器輸入通道中的各運輸輥旋轉。
由圖6由此可見,電動機主皮帶輪1驅動器同步帶輪2和同步帶輪4旋轉,從而推動軸Ⅰ和軸Ⅱ旋轉。軸Ⅰ是上輸送皮帶的驅動力鍵入軸,軸Ⅱ是下輸送皮帶的驅動力鍵入軸。同步帶輪5與軸Ⅱ固定不動聯接,由同步帶輪5根據同步齒形帶驅動器同步帶輪6~10傳動係統,各自轉動軸Ⅲ、軸Ⅳ和軸Ⅴ旋轉。減速箱11減速比為1∶1,其內部有兩個外觀設計同樣、相互之間90°安裝的直齒錐齒輪,一端與軸Ⅴ聯接,另一端與同步帶輪12聯接。同步帶輪12做為改善後輸入通道的驅動力主動輪,推動同步帶輪13、14、15和17旋轉。同步帶輪13、14、15和17與驅動器輥9、10、11和12同軸輸出固。
1,4.下輸送皮帶2,3,5,6.側輸送皮帶7,8.煙包9,10,11,12.驅動器輥
圖5改善後輸入通道結構示意圖
Fig.5Schematicdiagramofstructureofinputpassageaftermodification
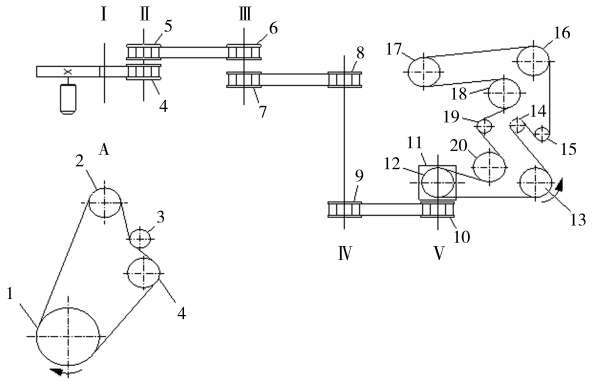
1.電動機主帶輪2,4~10,12~18,20.同步帶輪3,19.張緊輪11.減速箱
圖6改善後輸入通道傳動裝置平麵圖
Fig.6Schematicdiagramoftransmissionsystemofinputpassageaftermodification
3運用實際效果
定聯接(圖5),各自驅動器輸入通道的4條輸送皮帶。同步帶輪2、4均由電動機主皮帶輪1驅動器,直徑為
80mm,齒數為30個,屬平級傳動係統,故轉速比n1相同。同步帶輪5、6、7、8、9、10、12、13、17直徑和齒數與同步帶輪2、4同樣,由傳動係統基本原理[9]得知,同步帶輪4、10轉速比與角速度也相同。減速箱11內交疊直齒錐齒輪間的減速比為1∶1,故同步帶輪12、10轉次/天,關機率減少97.75%。煙包輸入通道改善後發電機組運作平穩,緩解了實際操作工作人員勞動效率,提升了包裝機組生產率。
3.1試驗設計
原材料:“紅塔山(硬經典100)”牌煙草[由某有限責任公司企業雲南大理煙廠提供]。
機器設備:ZB48包裝機組。
方式:依據DCS(DistributedControlSystem)係統軟件數據信息,統計分析YB618型包裝機煙包輸入通道改善前後左右各10個工作日之內因頂層煙包滑掉造成 安全通道阻塞造成的關機頻次,取均值。
4 結果
根據對YB618型包裝機煙包輸入通道原理及承受力開展剖析,將煙包輸入通道由密閉式改成敞開式,將要左右輸送皮帶推動煙包運輸方法改成上下兩邊夾持煙包運輸方法,並由原同步齒形帶輪經多個鏈條傳動和直齒錐齒輪箱傳動係統後驅動輸送皮帶,較切實解決了因輸入通道內頂層煙包滑掉造成 安全通道阻塞導致關機頻次多等難題。以雲南大理煙廠生產製造的“紅塔山(硬經典100)”牌煙草為目標開展檢測,結果顯示:YB618型包裝機改善後因輸入通道阻塞造成的關機頻次降低8.7次/天,關機率減少97.75%。合理提升了YB618型包裝機的生產率。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器