谘詢電話
ENGLISH0755-88840386真空包裝機技術標準與檢測方法的研究
發布時間:2020-08-05 14:01:05 |來源:網絡轉載
前言
原國家行業標準GB/T9177-1988(真空、真空打氣包裝機通用技術標準》於1994年公布並執行。曆經十餘年的發展趨勢,真空包裝機在構造、作用、技術實力上均擁有非常大提升,原規範的技術標準和主要參數已不可以融入當今的真空包裝機,不可以合理地具體指導生產製造和標準產品品質,急需解決新標準的頒布以考量真空包裝機產品品質的好壞。因此,我國質檢總局我國精細化管理委員會下發了該規範的修定每日任務。新標準修定全過程中,調查了上海市、江蘇省、浙江省、山東省等省、市的此類包裝機的關鍵製造業企業。以便獲得修定規範的精確根據,對二十餘家公司,在其中具有老公司,也是有近些年發展趨勢起來的新企業的商品開展了全方位的考評,對設備的特性、重要零部件的可信性開展了用心的實驗剖析,對規範中專業術語和主要參數、技術標準和實驗方式的改動也開展了深入分析,新標準於2005年公布並執行⑴。文中對規範修定的關鍵條文開展了剖析和表述。
1專業術語和主要參數的明確
原規範隻要求最少肯定氣體壓強為1.3332kPa而沒有限定抽真空時間。在調查過程中發覺,有的公司為控製成本,商品釆用了特性較弱的真空泵,或大真空室選用小真空泵,減少了生產率。客戶在應用那樣的機器設備時不太可能過長期地抽真空,也沒法發覺是不是已做到真空度規定,導致所包裝的食品易在保存期內黴變。
檢驗商品時因為無時間限製,達不上真空度規定能夠不斷地抽真空,直到儀表盤顯示信息為要求標值,因此應對那樣的品質舉報難題沒法判斷設備是不是達標,因此提升了真空室抽至1kPa需要時間這一條款。
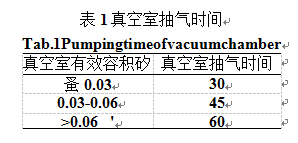
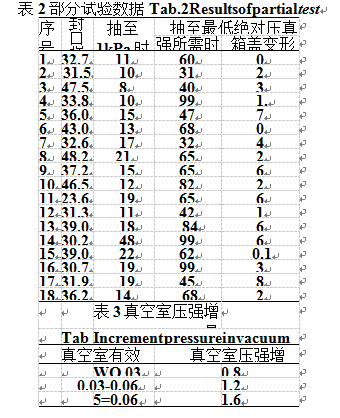
根據很多實驗,綜合性數據信息顯示信息當真空室合理容量RW0.03m3時,所需時間應30s。0.03m30.06m3時所需時間應是V60s(見表2)。
另外在技術標準中要求:在外部標準大氣壓下,當真空室的最少肯定氣體壓強不超1kPa時,真空室抽氣時間不可超過表1列出標值。
那樣針對選用特性較弱的真空泵,或大真空室選用小真空泵,就擁有判斷根據。在二零零五年真空包裝機產品品質國家監督抽査中,查出來4種供食品行業應用的真空包裝機不符這款規定。
1.2真空室氣體壓強增加量
新標準對真空室氣體壓強增加量界定為:在外部標準大氣壓下,真空室的原始氣體壓強為1kPa經1min泄露,其氣體壓強的增長值。
在外部標準大氣壓下,真空室的原始氣體壓強1kPa時終止抽真空,經Imin泄露,其氣體壓強增加量不可超過表3列出標值。
原規範選用的為“真空室容量”,新標準選用“真空室合理容量”,那樣的專業術語促使真空腔的具體容量更加精準。此次修定減少了氣體壓強增加量,能夠更合理地限定因為密封性係統軟件特性欠佳導致一邊抽真空一邊泄露導致電力能源消耗的商品,氣體壓強增加量數據信息根據很多實驗及測算得到 ,一部分實驗數據信息見表2。
13包裝工作能力
原標準包裝工作能力的計算方式為
句裝工作能力-單獨熱封口合理長短x單宰熱封爭
包筱工作能力-包裝袋子熱密封長短X單至熱封殺數X每鍾頭工作中循環係統頻次這類計算方式沒有對肯定氣體壓強的限定,非常容易誇大包裝工作能力而欺詐顧客,因而提升了肯定氣體壓強做到1kPa的限定,另外選用現階段許多 公司應用的考量方式並界定包裝工作能力為:在外部標準大氣壓下,真空房間內的肯定氣體壓強做到1kPa時,一個工作中循環係統所必須的時間。實驗方式為工作中剛開始時記時,肯定氣體壓強做到1kPa時記時終止,這段時間即是其包裝工作能力。取消了繁雜的測算,使之簡易而更有效。
1.4封口管理中心距
原規範中不存在專業術語,但現階段製造行業上應用廣泛,客戶采用時為此分辨設備尺寸是不是適合,因而新標準中確立界定封口管理中心距為熱封口管理中心至對門真空房間內壁的間距。
2技術標準的明確
新標準中除對真空室的最少絕對氣體壓強和真空室的氣體壓強增加量明文規定了技術標準外,還明確了以下幾點。
(1)真空室抽真空至1kPa時,包裝機機蓋的形變量應不超機蓋長短的6短。據顧客體現,有的公司為控製成本,應用的殼體板材過薄,抽真空時箱蓋形變過多,一些乃至應用大半年機蓋便會裂開,因此提升了此項技術標準,限定不過關原材料的應用,綜合性實驗數據信息得出6為的指標(表2)。
(2)包裝袋子的熱密封抗壓強度:熱密封能夠承擔的抗拉力不可低於表4列出標值。現階段應用的包裝製品廣泛優於二十世紀八十年代,依據實驗的數據信息(見表2),熱密封抗壓強度指標值均遠遠地超出原規範標值,因而,將原來熱密封抗壓強度多方麵提升,一般複合包裝袋提升了5倍,蒸煮袋提升了2倍(見表4)。

另外規定包裝袋子的熱密封應整平,不應有皺褶及灼化狀況。此外包裝袋子經負壓和跌落試驗,密封應完好無缺。這種規定能夠更好地確保了製成品的密閉性。
(3)依據國家行業標準GB/T5226.1—2002《工業機械電氣設備第1部分:通用技術條件》規定⑵,提升了對真空包裝機的用電安全規定。包裝機的電氣控製係統應安全性、精確、靠譜;標示儀表標示精確,真空房間內的導電性線不可外露;包裝機需有靠譜的接地係統,並有顯著的接地裝置標示;驅動力電源電路輸電線和接地保護電源電路間的接地電阻應不小於1MQ;包裝機的電路係統應承受交流耐壓試驗而無穿透和飛弧狀況。
(4)原規範未要求噪音限定,依據我國對噪音汙染的限定要求,新標準包裝機在真空泵工作中時,其噪音應不超82dB(A)。
為清除真空泵排氣管時的嘯鳴叫聲,要求為真空泵工作中時噪音精確測量值。
3實驗方式的明確
.根據不斷實驗及普遍征詢建議,明確了以下實驗方式。
3.1空運轉實驗
為查驗設備特性每台包裝機應做航空件轉實驗,持續航空件轉時間不少於1h,工作中零部件安裝堅固無鬆脫狀況,姿勢應精確、無卡阻、無異常響聲。原規範不存在新項目,提升此項能夠更好地確保了設備的可靠性。
3.2最少肯定氣體壓強實驗
在外部標準大氣壓下,將真空近視度數顯檢測儀表的感應器與通往真空室的三通緊密相連後抽真空,精確測量真空室的最少肯定氣體壓強並記時,應合乎表1要求。原規範未要求感應器的操作方法,這兒注重與真空室的三通聯接是以便另外檢驗出管道的泄露。
3.3氣體壓強增加量實驗
在外部標準大氣壓下,將真空近視度數顯檢測儀表的感應器與通往真空室的三通緊密相連後抽真空至1kPa終止,經1min泄露,其氣體壓強增加量應合乎表3要求。
3.4接地電阻精確測量及耐工作電壓實驗各自應用兆歐表及耐工作電壓檢測儀按GB/T5226.1-2002中的實驗方式精確測量。
3.5熱密封抗壓強度實驗
原規範未得出確立實驗方式,新標準依據原材料實驗方式要求:在持續密封的包裝袋子中任取25袋,沿每一個袋密封的左、右位置各取一條試件,共50條試件開展實驗。每條試件寬15mm,與密封長短豎直方位上麵長50毫米、180。平整後長短為100毫米,將密封坐落於正中間的試件兩邊置放在試驗儀的工裝夾具中。工裝夾具間間距50毫米,實驗速率(300±20)mm/min,載入試件破裂時的較大荷載。以全部試件荷載中的最少3個值的均值做為密封抗壓強度值,應合乎表4規定。
3.6負壓和跌落試驗
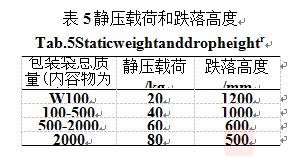
(1)在持續密封的包裝袋子中任取25袋,將實驗袋放在二塊充壓板中,底版上掛有測紙。充壓板的麵積最少應是實驗袋放置展開麵積的二倍,其表層應光潔、整平。用砥碼慢慢載入到表5要求的荷載,維持1min,查驗包裝袋子,不需有泄露狀況。
(2)在持續密封的包裝袋子中任取25袋,將實驗袋熱熔密封朝下,方位與衝擊性櫥櫃台麵豎直,從表5要求的墜落高寬比墜落,檢查包裝袋子熱熔密封,應合乎表5規定。.
3.7機蓋形變量實驗
在外部標準大氣壓下,將真空近視度數顯檢測儀表的感應器與通往真空室的三通緊密相連後抽真空至1kPa時,精確測量箱蓋長旁邊較大形變處對選中標準的間距,精確測量5次,取均值。
4結語
濕粕選用機械設備脫溶方式,事先去除絕大多數有機溶劑,能夠 減少粕殘油,降低蒸離線以及冷凝一部分的負載,從而減少溶耗、汽耗,做到減少產品成本。該方式特別是在適用用醇類作浸取有機溶劑的濕粕脫溶工藝流程。因而,應相互配合新式有機溶劑浸取加工工藝的開發設計,科學研究出相對的濕粕機械設備脫溶方式。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器