谘詢電話
ENGLISH0755-88840386優化包裝機的改造應用實踐
發布時間:2020-08-05 13:50:11 |來源:網絡轉載
1難題及根本原因
我企業於二零一零年基本建設5500t/d新式幹式混凝土生產流水線,自建成投產至今,包裝機存有計量檢定精密度不穩定(精密度偏差在0.5kg上下),包裝生產量低(70t/h上下),噴灰比較嚴重,辦公環境很差,機器設備維護費高,並且機器設備常見故障高發,實際以下。
(1)原包裝機閘閥操縱組織 為駱駝峰機械設備強製性式打開閘閥(見圖1),在轉動全過程中由安裝在每一個閘閥操縱組織 上的撞塊總成碰撞固定不動在管理中心位置的
駱駝峰總程,根據曲軸帶動閘閥杆杠做到打開閘閥的功效。因為全部打開全過程所有是由駱駝峰式機械設備強製性完成,當混凝土流通性不太好或包裝機轉速比過快時,便會出現包裝機二次灌裝狀況,造成超載包。
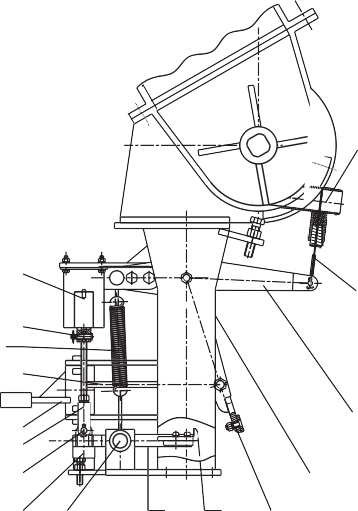
1—閘閥杆杠;2—閘閥杆杠架;3—卡
製按鈕和直流接觸器常常和煙塵觸碰,導致控製按鈕和直流接觸器常見故障經常發生,比較嚴重時易直流接觸器缺相會造成 罐裝電動機損壞;原強製性打開閘閥操縱組織 構造繁瑣,節點多,返修率較高。
(5)原用包裝機罐裝電動機持續運行,閘閥關掉後,電動機仍在運作,出料倉內有工作壓力,如閘閥關掉不
嚴或閘閥損壞,出料倉裏的混凝土便會從間隙中衝出去,導致辦公環境的環境汙染;原商品插袋檢驗為重量信號檢測,塑料編織袋漏插及半途掉袋後,噴灰比較嚴重,給辦公環境導致環境汙染;包裝機應用駱駝峰打開閘閥,曆經駱駝峰時灌料閘閥開啟,假如漏插塑料編織袋或半途掉袋便會出現噴灰狀況,比較嚴重環境汙染辦公環境。
2整改措施及實際效果
(1)選用YZC-6BC懸臂梁感應器,撤銷彈簧片輔助支撐點,降低彈簧片載重稱重對計量檢定的影響危害。將
原包裝機上零部件(含料鬥外內壁電焊焊接的全部聯接耳、電動機座等)所有拆卸後,在原來的基本上施工放線,當場畫線、精準定位再次電焊焊接聯接耳、電動機座;隨後各自拚裝各零部件,安裝雙位電磁感應控製器為驅動力,除掉電磁線圈、打開駱駝峰、曲軸、撞塊、卡輪、卡銷、卡銷曲軸、卡銷杆杠、回位彈簧等零部件;將駱駝峰機械設備強製性式啟、閉進料閘閥改成電磁驅動打開閘閥,使之構造簡單,返修率減少,姿勢平穩。技術改造後電磁驅動閘閥杆杠組織 見圖2。
圖1改造前機械設備駝峰式打開閘閥組織平麵圖
(2)微型機計量檢定自動控製係統原用EDI-312S型號規格,其每秒鍾采集數據50次,線性度較低;包裝機罐裝電動機持續運行,在閘閥損壞後,會出現小量的混凝土灌進已達計量檢定精密度的包裝袋子內,使袋重超標準。
(3)生產量低。原包裝機閘閥操縱組織 在打開閘閥時需等包裝機轉動到指定駱駝峰撞輪的部位時才可以開啟閘閥灌裝,用時近3s,立即危害包裝機的台時生產量。
(4)返修率高。原包裝機罐裝電動機選用直流接觸器起動,因為包裝機自始至終在煙塵情況下工作中。
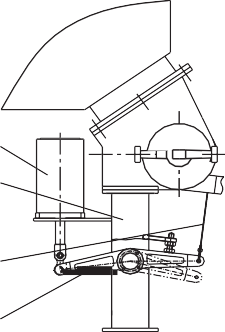
雙位電磁感應控製器閘板杆杠架
可調式方閘閥閘閥杆杠
圖2改造後電磁驅動閘閥杆杠組織 平麵圖
(2)微型機計量檢定自動控製係統選用EDI-312S型號規格,數據收集量提升到每秒鍾300次,進一步提高了袋重的線性度。
(3)選用雙位電磁感應控製器,插袋後包裝機馬上打開罐裝電動機,罐裝部位提早,增加混凝土罐裝時間,
提升包裝機台時生產量。
(4)罐裝電動機選用無觸點80A中間繼電器起動,降低因工地揚塵過大導致的直流接觸器斷路器毀壞和
電動機損壞,家用電器一部分常見故障顯著降低。
(5)將電動機運作方法由回轉式改成連動操縱,不灌裝不起動,防止因閘閥損壞導致的噴灰狀況給
辦公環境導致環境汙染。將插袋檢驗、閘閥打開、進料電動機起動三者由微型機係統軟件智能化係統係統控製;插袋檢驗改成磁信號檢測,插入的塑料編織袋立即促進配有永久磁鐵的擺杆,使磁石挨近感應器,限位開關將收集的磁數據信號運輸至微型機自動控製係統,自動控製係統隨著傳出打開閘閥和電動機起動的數據信號。完成進料嘴不插袋不罐裝,漏插不噴灰;當單袋塑料編織袋重做到校準淨重後,罐裝電動機終止,降低了因閘閥損壞等緣故造成的衝料狀況。撤銷駱駝峰打開閘閥,選用電磁驅動打開閘閥,徹底消除了漏插袋和半途掉袋的噴灰狀況,巨大地改進了辦公環境,完成了不插袋出不來灰,半途出現意外掉袋可完成電動機即停,夾杆歸位夾持橡膠軟管,終止出灰,處理噴灰狀況。依據混凝土原材料環境濕度可完成罐裝另外加氣,加速出灰速率,罐裝終止時氣動閥門全自動終止。
3 結束語
改後曆經一年時間的運作,機器設備運行一切正常,各加工工藝主要參數調節早已達標並平穩;計量檢定精確,實際操作方
便,十嘴機生產量100~120t/h,提升台時生產量20t/h上下;計量檢定平穩,袋重達標率提高,徹底完成我國JC/T818—2007稱重規範,即95%的袋數單袋淨重偏差50kg,持續20袋總品質1000~1004kg;大幅度降低了
能耗及檢修量,新的計量檢定服務器維護便捷,感應器拆換便捷,校檢簡單精確,節約人力資源,節約成本,感應器使用期長,且拆換及校檢便捷,極大減少因感應器難題造成 關機。
潤滑脂滲水常見故障:
二零一三年3月25日,作業員在安全巡檢中發覺水泥磨前油站油量有一定的提高,並呈異常的奶白色。當場
查驗分辨為油中滲水。油中滲水的緣故僅有2個,一個是冷卻器內傳熱管裂開,一個是水泥磨大瓦內耐油膠管裂開。充分考慮那時候平均氣溫低,油中滲水速率比較慢,方案不停車檢查解決。
最先,關掉水泥磨大瓦的滲水和出水量閘閥,冷卻器的出入閘閥,觀查10min,發覺油位沒有轉變。第二步,開啟冷卻器出入閘閥,靜觀10min,發覺仍有升高狀況,分析判斷稀油站上的列管換熱器冷卻器內部有裂開的地區。第三步,關掉冷卻器出入閘閥,開啟水泥磨大瓦的滲水和出水量閘閥,靜觀10min,發覺油位沒有顯著轉變。總的來說,本次水泥磨稀油站滲水安全事故是因為冷卻器傳熱管裂開導致,馬上機構維修人員拆換冷卻器。在拆換冷卻器的另外,機構不泊車拆換稀油站潤滑脂。
係統對中的潤滑脂選用新油換置舊油的方式。準備好5桶同型號潤滑脂,和6~7個空桶。接好加油泵,聯接好給油管路,起動加油泵。隨後拆卸回輸油管路,將其插進空汽油桶中。
排出來被水源汙染的潤滑脂。在這裏全過程中,一定要根據出入閘閥操縱好進油和排出來的速率,盡可能維持好稀油站汽車油箱的油量。曆經2h換置,潤滑脂色調由濁變藍,基礎恢複過來,把5桶油所有添加後,終止實際操作。在這段時間冷卻器早已拆換結束,開啟出入閘閥,製冷係統恢複過來工作中。接著換置後的潤滑脂送質量檢驗所檢測達標,換置出的潤滑脂靜止不動後過濾,檢測備用。
3結束語
進氣係統是混凝土生產製造的關鍵步驟,是確保混凝土生產係統一切正常運行的重要。但進氣係統的常見故障還是經常發生,導致生產製造中斷或機器設備毀壞,比較嚴重危害生產製造一切正常運作。把企業出現在水泥磨進氣係統的幾次常見故障根本原因及解決狀況共享給大夥兒,便於能夠更好地防止和解決。常見故障出現後,大家一定要仔細觀察,精確分辨,不可以忽略每一個關鍵點,尋找常見故障點快速解決。吸取經驗,汲取教訓,提升安全巡檢,保證事先維護保養檢查,以防患於未然。那樣大大減少了常見故障泊車安全事故,減少了返修率,提升了水泥磨運作效率,做到了穩產高產的目地。
文章來源於網絡轉載,侵刪
- 上一篇:一種型材智能包裝機係統設計
- 下一篇:真空包裝機的智能化故障診斷係統
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器