谘詢電話
ENGLISH0755-88840386一種型材智能包裝機係統設計
發布時間:2020-08-05 13:35:23 |來源:網絡轉載
0前言
鋁型材包裝的速率和包裝品質在鋁型材包裝製造行業中起主導作用。現階段鋁型材包裝關鍵借助人力,一般由幾個人進行,一天的包裝生產量比較有限,並且包裝實際效果良莠不齊,包裝高效率低的另外,包裝品質也一般,危害包裝公司經濟效益。因而公司對智能化全自動包裝機的需要量越來越大,期待能完成鋁型材包裝的自動化技術,以提高效益,保質保量。根據以上要求,文中設計方案了一種智能鋁型材包裝機,完成鋁型材的全自動上料、全自動旋轉、層疊成形、全自動懸在空中穿袋、綁紮和全自動開料,選用運動控製器和通信型交流伺服電機對各電動執行器開展伺服控製係統。
1係統設計方案
1.1係統總體總體設計
係統總體構造如圖所示1所顯示。
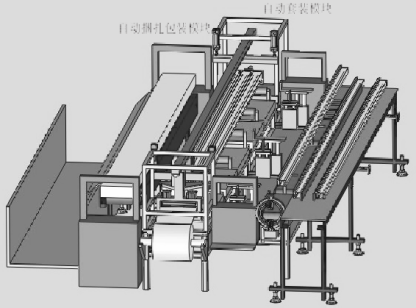
圖1 鋁型材智能包裝機總體框架圖
智能包裝機包含雙鋁型材分離出來控製模塊、旋轉消息推送控製模塊、裝包提高控製模塊、全自動水果套袋控製模塊和全自動綁紮包裝控製模塊。在其中,雙鋁型材分離出來控製模塊承擔將輸送皮帶回來的雙鋁型材分離出來起來,便於旋轉消息推送;旋轉消息推送控製模塊承擔鋁型材的送料、梳理、消息推送,碼垛;裝包提高控製模塊承擔將鋁型材碼垛消息推送;水果套袋控製模塊承擔將早已碼垛好的鋁型材水果套袋;全自動綁紮裝包控製模塊承擔將早已套好袋的鋁型材綁紮,裝包。
1.2包裝機包裝生產流程剖析
包裝機啟動最先進到啟動提前準備情況,雙鋁型材分離出來控製模塊將雙鋁型材分離出來,旋轉消息推送組織 及時,鋁型材底座及時,提前準備運作。全部包裝生產流程以下:
(1)鋁型材健身運動至輸送皮帶感應器部位,輸送皮帶終止,
旋轉消息推送控製模塊固定支架汽缸冉冉升起。
(2)夾緊氣缸夾持鋁型材,旋轉設備轉動到設置視角後夾緊氣缸鬆掉,旋轉設備反方向轉動校準,固定支架汽缸降低。
(3)輸送皮帶健身運動到固定不動部位後終止,無杆氣缸健身運動消息推送鋁型材。
(4)之上次序反複三次後,自鎖機構降低固定不動高寬比,再消息推送3次,旋轉氣缸健身運動。
(5)消息推送組織 健身運動到固定不動部位,升降機伺服電機健身運動,鋁型材遲緩降低,待鋁型材落入輥上後升降機伺服電機迅速降低回位,無杆氣缸健身運動,張袋器夾持鋁型材,後端開發真空吸出風口頂緊鋁型材。
(6)機械臂健身運動到固定不動部位,爪子撐開封袋,機械臂拖包裝袋健身運動到固定不動部位後爪子鬆掉,兩邊熱封機健身運動斷開封袋,張袋器歸位,真空吸出風口回位。
(7)捆紮機升高綁紮鋁型材,綁紮結束後捆紮機降低,將鋁型材推下,機械臂回位。
2控製係統設計方案
2.1控製係統構造構成
係統以互聯網型運動控製器主導控製板,承擔交流伺服電機、汽缸、真空包裝係統的控製,感應器和真空泵工作壓力的載入及係統故障檢測與安全性。全部全過程依照事前定編。
係統解決方法
健身運動管理程序全自動進行所有工作。控製係統裝有觸摸顯示屏工業觸摸屏,可省時省力地設定和改動主要參數。控製係統可在全自動與手動式二種控製方式中間靈便轉換。在人力作業模式下,全自動方式無效,鋁型材的送料、旋轉、層疊、綁紮均可獨立選用人力實際操作;全自動作業模式下,人力作業模式無效,控製模塊中間依照現有的程序流程全自動實際操作。
控製係統框架圖如圖2所顯示。
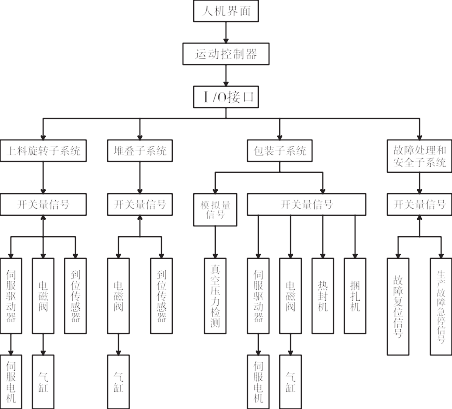
圖2 控製係統框架圖
2.2控製步驟
係統控製步驟如圖所示3所顯示。
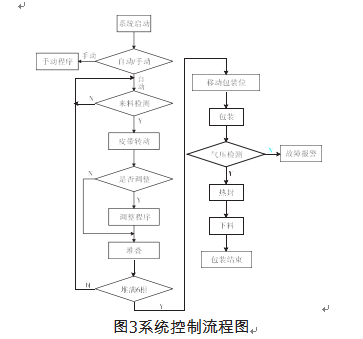
圖3係統控製流程表
係統起動後,可在手動式與全自動方式中間轉換。在手動式方式下,實際操作工作人員可對電動機開展步態分析,也可對汽缸開展點動,進行程序流程的準備工作與係統常見故障的排查。係統進到全自動方式後,傳輸傳動帶開始運轉。上一步工序以穩定的速率將生產加工進行的鋁型材運輸至傳動帶後迅速運輸至全自動裝包係統內。係統能夠根據觸摸顯示屏的人工選擇等方法獲得當前鋁型材碼垛信息內容,該信息內容包括單垛鋁型材序號及每一個序號相匹配位置信息(即旋轉視角信息內容),當係統取得成功獲得碼垛信息內容後就可以剛開始全部步驟。根據序號的增長,程序流程將全自動配對鋁型材等碼垛部位及碼垛視角,並在進行整垛堆垛以後跳出來單垛堆垛循環係統。
係統進行單垛堆垛以後即進到包裝環節。最先由L型料架將成垛遷移至裝包地區,並在及時後開展預裝包實際操作;係統根據IO控製模塊與廢紙打包機係統通信,傳出裝包通告;廢紙打包機得到 裝包通告後由本身控製係統進行上升、抱合、裝包、校準等姿勢,並在進行裝包後意見反饋裝包進行數據信號,如圖4所顯示。
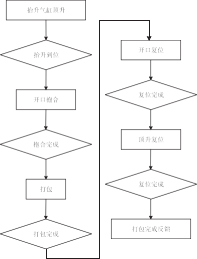
圖4 廢紙打包機姿勢流程表
係統在接受到裝包進行數據信號後即開始水果套袋姿勢,包括水果套袋、真空包裝、熱封等分姿勢。進行水果套袋姿勢後,係統再度傳出裝包通告,開展水果套袋後裝包,裝包進行後,倒料汽缸對進行裝包的鋁型材包開展倒料,係統進到下一循環係統。
2.3係統控製節奏測算
堆放全過程分成兩個階段,下一層堆放需41s,頂層堆放並進行遷移需47s,如圖所示5所顯示。成垛遷移至包裝工位後剛開始裝包水果套袋,節奏如圖所示6所顯示。單步循環係統全過程一共必須138s,滿足需求。
3結束語
文中從係統視角闡述了一種鋁型材智能包裝機,選用互聯網型運動控製器和通信型交流伺服電機對每個實行全自動動化運用,狀況、團小組巡查狀況、團小組人員名單的統計分析,以表格的方式讓技術人員可以更為直觀便捷地做小結。
4成效運用及效果分析
無人飛機信息化管理係統中的Web服務平台程序安裝於無人飛機庫及充電電池杜蘭特的電腦上中,而APP手機軟件(名字為UAS)安裝於機巡全過程應用的平板電腦或手機上中,如圖所示3所顯示。

(a)安裝於電腦上中的pc端係統 (b)安裝於平板電腦/手機上中的APP(UAS)
圖3運用中的無人飛機信息化管理係統
無人飛機信息化管理係統運用後,創建了規範性的無人飛機應用步驟及飛手K8凯发大酒店天生赢家培訓體製。根據條碼掃二維碼備案的方法紀錄機器設備的進出庫,並全自動統計分析機器設備的使用時間、頻次等信息內容,進而能夠依據這種電子信息科學地維護保養無人機電池,提升機器設備使用壽命,降低機器設備毀壞及遺失;根據紀錄飛手K8凯发大酒店天生赢家培訓的時間和每日任務巡查狀況,考評飛手,有目的性地K8凯发大酒店天生赢家培訓飛手,進而提升飛手對無人飛機的操縱水準和素養,並依據飛手不一樣的操縱水準分配巡查每日任務,確保線路巡視的品質和安全性。係統還完成了無人飛機信息內容互聯網大數據自動化技術統計分析、網格化管理的管理方法,可自動生成各種表格,啟用信息內容省時省力。
文章來源於網絡轉載,侵刪
- 上一篇:次成型超聲波卡片包裝機
- 下一篇:優化包裝機的改造應用實踐
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器