谘詢電話
ENGLISH0755-88840386次成型超聲波卡片包裝機
發布時間:2020-08-05 11:56:37 |來源:網絡轉載
一次成型超聲波卡片包裝機歸屬於卡片生產製造的單卡包裝設計行業.卡片做為商業票據(尤其是充值卡和遊戲卡),岀售前服務其單卡的塑料薄膜包裝務必是詳細的,規定拆開後,包裝薄膜不能還原,以確保其登陸密碼的安全性.當把二張鄰近的卡片扯斷時,規定務必順著二張鄰近卡片中間的橫著焊接斷掉,橫著焊接兩邊的橫著電焊焊接紋路不可以有一切損害,因而對卡片的包裝機械設備規定務必考慮所述作用.伴隨著超聲波技術性在’包裝機上的運用,加熱管加溫封裝早已慢慢淘汰,進而包裝機的製造成本也在大幅度提高.一次成型超聲波卡片包裝機更是為減少機器設備製造成本、提升機器設備的生產量及產品品質而設計方案.
1情況技術性
1-1國內卡片包裝機
現階段國內卡片包裝機的全部工藝流程為本製作包裝袋,再裝卡,最終密封三步進行.整個設備處在間歇性運動狀態.超聲波磨具左右健身運動,包裝薄膜水平方向健身運動,每一次往前挪動一個袋的總寬.包裝薄膜挪動時超聲波磨具處在上方部位,包裝薄膜停止運行後,超聲波磨具向下移動,密封磨具固定不變,其上表層手工雕刻有突起的裝飾圖案.當超聲波磨具與密封磨具紋路把包裝薄膜卡緊時,在超聲波的高頻率振動下,磨具和密封磨具上突起的紋路使的包裝薄膜被壓合的一部分摩擦生熱,將左右雙層包裝薄膜的壓合一部分電焊焊接在一起,產生焊接及焊接紋路.國內卡片包裝機的特性是:
1)硼機必須三波機器設備,機器設備製高.
2) 超聲波磨具與密封磨具中間是麵觸碰,電焊焊接品質無法確保.
3) 包裝薄膜曆經每一個超聲波磨具時必須間斷電焊焊接,整個設備處在間歇性運動狀態,生產量較低.
4) 超聲波磨具不斷左右挪動時與下邊的密封磨具導致碰撞,噪聲很大,超聲波磨具使用壽命較短.
1.2海外卡片包裝機
海外卡片包裝機的包裝工藝流程一樣是先製袋,再裝卡最終密封,整個設備處在持續運作情況.工作中時上、下一層包裝薄膜坐落於超聲波磨具和製作包裝袋輻的壓合情況,製作包裝袋輻的表層手工雕刻有產生包裝袋子底部焊接及電焊焊接紋路的圓上方位的紋路和包裝袋子中間焊接及電焊焊接紋路的徑向紋路.上、下一層包裝薄膜曆經導膜輻重合後,運作至第一套超聲波磨具和製作包裝袋輻處時,在超聲波磨具和製作包裝袋輾的持續擠壓成型下,產生包裝袋子底部焊接及電焊焊接紋路和包裝袋子中間的橫向焊逢及電焊焊接紋路,在接著的運作中卡體慢慢被送入到健身運動中的包裝袋子
中.密封輻表層手工雕刻有一圈突起的紋路,當早已裝進卡片的包裝袋子曆經第二套超聲波磨具和密封輻時產生密封焊接及電焊焊接紋路,進行包裝袋子的密封.海外卡片包裝機特性以下:,
1) 包裝機必須兩個超聲波機器設備,製造成本依然較高.
2) 包裝機處在持續運作情況,生產量較高’在運動狀態下卡體被送入包裝袋子,對線性度規定很高,機器設備非常複雜.進一步提髙生產量遭受牽製.
2一次成型超聲波卡片包裝機
一次成型超聲波卡片包裝機是在卡片生產製造的包裝工藝流程中先將卡片置放在包裝薄膜中間,由一套超聲波磨具和一個封裝輻的相互功效,進行卡片四周橫著焊接及橫著電焊焊接紋路和豎向焊接及豎向電焊焊接紋路的電焊焊接,將製作包裝袋、裝卡及密封合並為一步進行.
如圖所示1所顯示,一次成型超聲波卡片包裝機由超聲波磨具2,導膜輻5,封裝輾7,喂卡傳動帶8等組織 構成.封裝輾的表層另外手工雕刻有產生包裝袋子兩底部焊接及電焊焊接紋路的圓上方位紋路、產生包裝袋子中間焊接及電焊焊接紋路的徑向紋路.等同於把製作包裝袋輾與密封輻合為一體.全部焊接及電焊焊接紋路全是由封裝輻圓上表層的凸版在超聲波功效下產生的.橫著焊接的壓印深層超過橫著電焊焊接紋路的深層是由封裝相圓上表層的凸版的坡度所決策的.頂層包裝薄膜和下一層包裝薄膜的薄厚累計是0.06mm,在0.06mm的範疇內操縱凸版的坡度是一次成型超聲波卡片包裝機封裝輻的技術性特性.
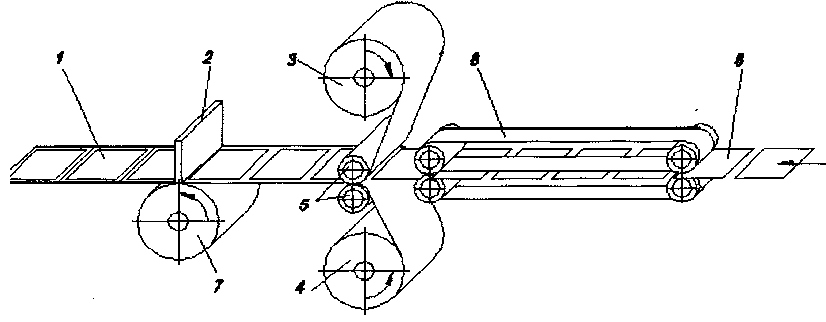
1.包裝後的卡體2,超聲波磨具3.頂層包裝薄膜
4.下一層包裝薄膜5.導膜輕6.卡體7.封裝棍8.喂卡傳動帶
圖1一次成型超聲波卡片包裝機原理平麵圖
一次成型超聲波卡片包裝機原理是由發卡器將卡體6放置喂卡傳動帶8當中,喂卡傳動帶將卡體6轉送至上、下一層包裝薄膜3,4中間;卡體6與上、下一層包裝薄膜3,4曆經導膜視5重合在一起;往前運作至超聲波磨具2與封裝輻7處時開展封裝;持續運作上、下包裝薄膜3,4被電焊焊接產生包裝袋子四周焊接及電焊焊接紋路,一次進行包裝全過程.
3結果
(1)技術性上解決了世界各國包裝機必須好幾套超聲波磨具和好幾個封裝輻或封裝磨具、機器設備製造成本較高、操縱難度係數大、生產量較劣等難題.(2)將製作包裝袋、在裝卡、密封三步進行改成一步進行,使的機器設備工藝流程足以簡單化,提升了機器設備的工作效能.(3)超聲波磨具與封裝輟中間為線觸碰電焊焊接,封裝性價比高.(4)1作中超聲波磨具與封裝輻一直處在卡緊情況,沒有衝擊性振動,運作穩定,噪聲較小.超聲波磨具使用壽命較長格、總數,避免 錯用,確保受力筋部位恰當.在結構負筋捆紮好後,以防踩低,使之與混泥土產生框架,以抵禦負彎矩,進而防止表層縫隙的出現.
另外還應搞好混泥土施工工藝管理方麵.工程施工時,混凝土、砂、石、水、減水劑等原材料要嚴格按混凝土的強度設計方案的砂漿配合比配備;依據工程施工時節和平屋麵傾斜角尺寸,挑選最好塌落度,而且提升振搗力度.對已灌築好的混泥土斜柱,應在灌築10~12h立即開展澆灌保養,確保混泥土處於充足的潮濕情況,持續保養期不少於15d,以提升混泥土斜柱抗壓強度及抗裂纖維特性.
在華北地區,隔熱保溫應需注意,選用計劃方案1時,保溫隔熱材料一定要釆用塊材,而不適合選用顆粒物當場製做,防止導致隔熱保溫薄厚不勻.露出混凝土結構預製構件,應作隔熱保溫解決,防止產生冷橋.
4結語
因為陡坡平屋麵構造愈來愈多的應用,秉著為客戶考慮的觀念,應防止和處理好斜平屋麵易漏水的難題.最先應取用有效的構造計劃方案,在總體設計時,應創建有效的結構模型,考慮到全部斜屋麵、板與梁中間互相形變的危害,有效的考慮到構造約束方式.采用結構對策,標準工程施工方式,在美觀大方的另外確保建築質量.
文章來源於網絡轉載,侵刪
- 上一篇:新型硬幣分揀包裝機的設計
- 下一篇:一種型材智能包裝機係統設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器