谘詢電話
ENGLISH0755-88840386連續式包裝機縱封牽引、橫封驅動控製的新型研究
發布時間:2020-08-05 11:07:04 |來源:網絡轉載
一、中國連續式包裝機的技術性及行業現狀:
連續式自動式包裝機是全球包裝機製造行業的一大流行,與間歇性自動式包裝機對比,具備原材料包裝速度更快、高效率的特性,因此普遍應用。且由自動式包裝機加工過程三要素(製作包裝袋、填充、封合)得知:在其中製作包裝袋、封合兩全過程的工作中特性立即關聯到原材料包裝袋子的產品品質。現階段世界各國連續式包裝機技術性操縱方法根據下列幾類方式,存在的不足:
1.連續式自動式包裝機的差動保護調節組織 釆用軸力不勻速組織 ,該組織 也在包裝機商品上配套設施應用。
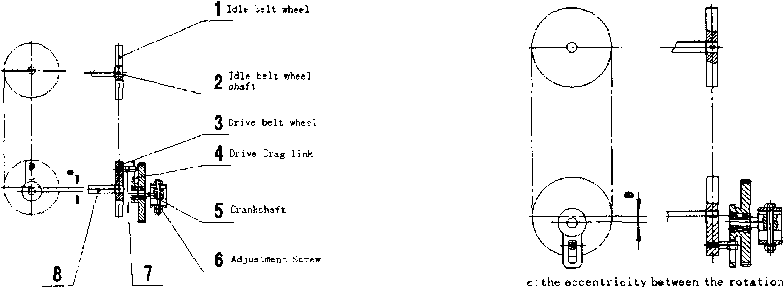
其構造提示見圖一、圖二
它存在的不足:當袋長偏差大時,根據齒輪傳動相互配合要素,使偏差無法清除;當袋長更改時,必須更換相對的傳動係統傳動齒輪齒數和橫封不勻速(齒條)傳動機構的減速比,且袋長範疇比較有限(基本包裝機械設備的袋長範疇為55~110Mm);
2.連續式自動式包裝機的步進電機拉袋操縱,該組織 也在包裝機商品上配套設施應用。
它存在的不足:袋長更改時,要根據對控製板的袋長主要參數開展調節,另外也要根據調節齒條軸力量,ffi-差動保護調節組織 釆用軸力不勻速組織 確保製作包裝袋封合規定,給客戶實際操作、應用帶來不便。
3.連續式自動式包裝機的無齒條調節組織 ,該組織 和方式也在包裝機商品上配套設施應用。
它存在的不足:當袋長長短偏移無橫封輾偏心輪機構後的同步速率,且很大(最一小包40mm、較大 160Mm)o故造成橫、縱封溫度與設定溫度的差別,危害封合品質。不宜對溫度非常比較敏感的包裝製品,因此對客戶應用包裝材料有一定規定。
二、 本科學研究應處理的難題
1.連續式自動式包裝機機械設備組織 基本原理原有存在的不足,縱封牽引帶釆用伺服電機驅動器;交流伺服電機立即橫封相並確保二者速率在密封時瞬間轉動角速度的同步;
2.改進和拓展包裝袋子長的寬度應用領域(如防潮劑包裝袋子長-30mm;歐式古典奶茶店包裝袋子長-500mm);
3.壓根改進和提升包裝機包裝速率(現階段連續式自動式包裝機的包裝速率為11。袋/分,,本科學研究的包裝速率應大於或等於200袋/分);
三、 本科學研究的基礎內容
(一) 本科學研究的基本原理及方式
1.基本概念:
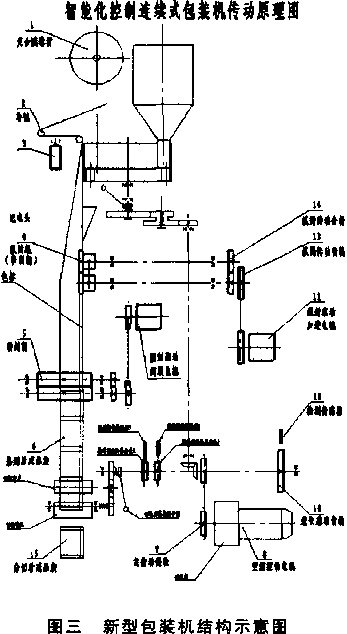
(1)包裝機整個設備構造基本原理:
縱封相牽引帶由伺服電機及兩者之間連接的同步鏈輪鏈條、同步皮帶、牽引帶軸等立即驅動器;橫封相由交流伺服電機及兩者之間連接的鏈輪鏈條、傳動鏈條、轉動軸等立即驅動器;即構造上縱封牽引帶與橫封運動為2個具有相互關係(指電氣控製係統)均分別獨立的2個係統軟件;縱封相牽引帶和橫封驅動器與包裝機主電動機係統軟件無一切機械設備連接,均為獨立結構。結構示意圖見圖三。
2.包裝機係統軟件電氣設備基本原理:
縱封牽引帶棍操縱:縱封牽引帶棍轉動速率以包裝機服務器速率為標準,在限速、橫封部位、光學數據信號功效下,完成一切正常的縱封定長拉袋、鼠標光標追蹤運作;係統軟件控製板將依據橫封密封的部位1輸出給交流伺服電機控製器速率轉變的起始信號和橫封密封的部位2輸出給交流伺服電機控製器速率轉變的終止數據信號。
橫封輾伺服控製:a.橫封輻安裝兩隻部位檢驗電源開關(稱之為橫封密封的部位1和橫封密封的部位2),它的功效用於明確橫封輾速率轉變的剛開始及終止;橫封輾的運動規律參考論文參考文獻.
橫封輾在速率轉變終止完畢,保證橫封輻封合時與縱封牽引帶棍加速度同步。到時候開展原材料填充的實際操作。
包裝機控製係統:a.縱封牽引帶和橫封驅動器在運動模式上相互單獨,在控製係統方式上的綜合性融洽,在電子計算機內嵌式操縱與管理方法基理上包含了中國製造業轉為中國智造的核心理念。
係統軟件運作在橫封密封的部位1和橫封密封的部位2兩數據信號功效下,循環往複,使包裝機全自動進行製作包裝袋、填充、封合的加工過程。
(二) 文中的方式闡述
在連續式全自動製作包裝袋、原材料填包裝機中,橫封、縱封牽引帶的運動速率的操縱在全部包裝全過程中是最繁雜和最重要的。它規定橫封在一個周期時間中作變速運動,縱封牽引帶相按定長(包裝袋子長短)或跟標光學數據信號時刻改正包裝製品帶的運輸速率,既要確保封切部位精確,又要確保在封相切橫封和縱封線速一致,另外要確保每一個橫封周期時間恰好送進一個袋長。傳統式的操縱方法和機械係統是比較複雜的,且存有偏差。
文中設計方案的計劃方案是縱封輻牽引帶由伺服電機驅動器;橫封輻則由交流伺服電機立即驅動器。因除掉了包裝機中機械設備的不勻速(齒條)傳動機構,導致新式包裝機整個設備機械係統簡易。橫封、縱封牽引帶釆利用計算機優秀的內嵌式控製理論和優化算法來完成連續式包裝機的相互配合,控製係統組織 的作用框架圖如圖所示四所顯示:
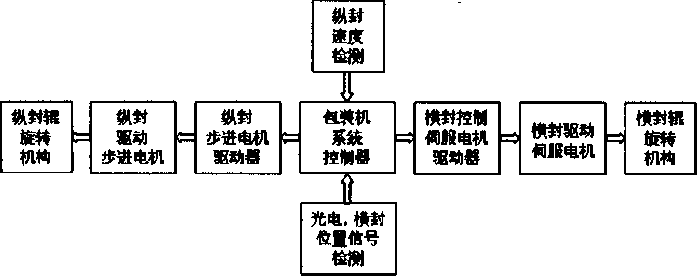
圖四控製係統組織 作用框架圖
新式包裝機係統軟件中縱封牽引帶、橫封驅動器新式的操縱方式及其驅動器方法完成2個健身運動主題風格的運動規律,實際工作內容以下:
1.縱封操縱
縱封操縱即操縱拉袋伺服電機,即拉袋電動機承擔把包裝袋從縱封處送出,送出去的長短和速率由主電動機的速率和係統軟件控製板上設置的主要參數決策。主電動機的速率能夠根據限速電源開關得到 ,進而測算出每分所必須的袋數。根據設置的袋長數,能夠測算出每分拉袋電動機必須送出是多少長短的包裝袋。進而測算出拉袋電動機的速率,即伺服電機的運作頻率。
在這裏係統軟件中拉袋電動機與傳統式的拉袋電動機在作用上麵有差別。傳統式的拉袋電動機為二種工作模式:定長和跟標。在定長方式下,跟所述提及的工作方式同樣。而在跟標方式下,拉袋電動機不但必須送出相對長短的包裝袋,還必須依據鼠標光標數據信號和切割刀數據信號來調節包裝袋的部位,進而獲得理想的封合部位。調節包裝袋的部位就必須根據調節拉袋電動機的速率來完成。即跟標方式的拉袋電動機則是在定長方式的基本上對拉袋速率開展調整。進而完成包裝袋子的精確封合。
故在這裏係統軟件中也必須二種工作模式:定長和跟標。隻是根據操縱橫封電動機來完成的。拉袋電動機在這裏係統軟件中僅有一種方式,這就是定長方式。
2.橫封操縱——橫封操縱遠動規律性如圖所示五所顯示
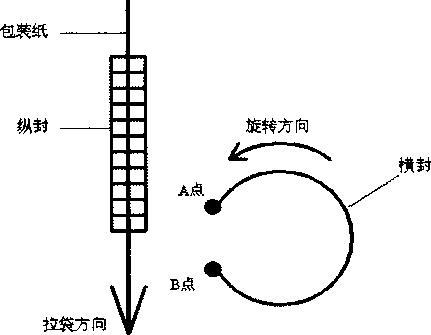
圖五橫封操縱遠動規律性提示
此係統軟件中必須操縱橫封交流伺服電機精確的封合出包裝袋子的長短,及其在跟標方式下精確的封合包裝袋子的光斑部位。
橫封封合的部位為A點到B點的這一段距離。這時橫封的角速度務必與縱封的角速度一致。縱封的角速度即是拉袋電動機的速率,根據測算可得到橫封電動機的速率。這一段速率是A點到B點的速率。而B點至A點這一段距離則必須橫封以更快速率運作到A點。且規定橫封在A點等候。直至必須封合時橫封電動機即可姿勢,即運作A點到B點這一段距離。A點到B點的調速全過程即是:
A點B點 A點等候封合迅速等候在定長方式下,橫封從A點起動運作,這時對縱封的送出去的包裝袋長短開展記數,當記數抵達設置的袋長時(這時橫封已運作一周在A點等候情況),橫封從A點起動,再對縱封的送出去的包裝袋長短開展記數。循環往複,進而封合出精確的包裝袋子。
在跟標方式下,分辨橫封從A點起動的標準:是縱封送出去的包裝袋和鼠標光標數據信號。在接納到鼠標光標數據信號後,對縱封的送出去的包裝袋長短開展記數,依據設置的主要參數(創口部位),長短記數抵達設置的創口部位時,橫封從A點起動運作。再度接納到鼠標光標數據信號後,再度對縱封的送出去的包裝袋長短開展記數,長短記數抵達設置的創口部位時(這時橫封已運作一周在A點等候情況),橫封從A點起動運作。循環往複,進而封合出精確的包裝袋子。
(1)製造行業的技術性轉型:該科學研究結果證實新式連續式包裝機的縱封輾步進電機牽引帶和交流伺服電機立即驅動器橫封係統結構的設計構思客服了傳統式連續式包裝機橫封不勻速(齒條)齒輪傳動組織 所原有的、客觀現實的技術性難題和包裝製成品袋包裝實際效果的不夠,這些方麵是別的對策無法挽回和處理的。該科學研究結果已從源頭上處理續式包裝機不勻速傳動機構存有的實際技術性阻礙。為天津幾個包裝機械有限責任公司配套設施使用遭受非常高的點評,有希望營銷推廣。
(2)關鍵技術參數:
整個設備噪聲一由原先的80分貝降至65分貝;
整個設備包裝速率——由原先的100包/分提升到超過200包/分;
製作包裝袋袋長規格型號範疇 由原先的55〜110Mm拓展到30—280Mm之上;
鼠標光標追蹤和定長精度等級——由原先的1.5毫米一控製在0.5毫米之內;
紙袋子規格型號的調整時間一由原先的十幾分鍾降低到幾秒;
3.結果
總的來說,新式連續式包裝機的縱封根步進電機牽和交流伺服電機立即驅動器橫封機械係統設計方案,促使包裝機自動控製係統具備以下優勢:
(1)橫封設備釆用交流伺服電機立即驅動器和操縱,根據操縱橫封輻的轉動速率,加上與縱封拉帶速率緊密配合,保證封切部位精準靠譜,另外考慮髙速包裝的規定,徹底完成全自動調節。對實際操作工作人員無較高的專業技能規定。調節時,根據工業觸摸屏的功能鍵鍵入數據信息,係統軟件控製板及時顯示信息包裝機運作的動態性主要參數,形象化、便捷、便捷並省時。
(2)縱封速率在一定範疇內無極可調式,做為基準值鍵入係統軟件控製板,橫封速率由此做出相對轉變,因而袋長的挑選在理論上是無極隨意的。解決了傳統式包裝機機改變袋長時繁雜繁瑣的機械設備和電氣設備調節難題。巨大提升調節高效率。
(3) 簡單化了機械係統,防止了預製構件安裝精密度對橫封傳動係統精密度的危害。防止了袋長極限規格時齒輪傳動造成的震動和噪聲。新的係統軟件整個設備噪音最大65dB。
(4) 整個設備模塊化設計組成的設計方案方式,革除每個組織 相互之間的機械設備傳動齒輪。由內嵌式控製理論(硬件配置和手機軟件)組成的係統軟件控製板合理融洽各控製模塊電動執行器間的姿勢規律性,進而產生一個智能化係統、柔性生產的自動包裝係統軟件0
曆經具體設計方案執行及當場實驗,本橫縱封係統軟件的自主創新方案設計獲得了取得成功。根據橫封設備選用伺服電機變速操縱;縱封選用步進電機驅動器及相互之間融洽實際操作,保證封切部位精準靠譜,而且考慮髙速包裝的規定,徹底完成全自動調節。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器