谘詢電話
ENGLISH0755-88840386ZB25、ZB45香煙包裝機CH部分OPP卷紙自動拚接裝置
發布時間:2020-08-03 10:27:45 |來源:網絡轉載
1原機器設備拚湊一部分狀況
ZB25、ZB45香煙包裝機是在我國九十年代初由西班牙GD企業引入,曆經消化後國內生產製造的的包裝機械設備。其CH一部分OPP卷紙選用的是手動式拚湊方法,拚湊時要人力手動式進行黏合和激光切割姿勢。每四十分鍾拆換一次OPP卷紙紙卷,每一次拆換均需關機一分鍾上下,大幅度降低了機器設備的運作高效率。
2ZB25、ZB45香煙包裝機CH一部分OPP卷紙全自動熱拚湊設備構造
該設備由三個汽缸進行OPP卷紙黏合和激光切割姿勢。機械設備預製構件關鍵由:(1)接紙汽缸,(2)下切紙汽缸,(3)上切紙汽缸,(4)加溫電烙鐵,(5)
上切割刀,(6)上切刀,(7)轉動切割刀支撐架,(8)負壓力插口,(9)轉動主軸軸承等構成。該設備體重量較輕、積精巧、姿勢靈便。所有零件集中化在一塊安裝板上,裝在原機原先的電烙鐵處,安裝、調節便捷。
備用打印紙張選用負壓力吸附,在上、下雙層透明紙中間裝一塊吸附板,板上配有負壓力插口,根據手動式負壓力電源開關轉換來完成左右打印紙張的精準定位等候;切紙方法選用轉動雙切割刀支撐架單獨工作中,自下切紙汽缸驅動器上切刀完成下切紙作用;由上切割刀汽缸驅動器上切割刀完成上切紙作用;加溫電烙鐵由可控性接紙汽缸驅動器完成黏合作用。由三個汽缸進行OPP卷紙黏合和激光切割姿勢。
3電子控製係統構成
3.1硬件開發
係統軟件選用s7-200西門子PLCPLC單獨邏輯性控製板來完成總體的姿勢實行。采用FESTO專用型繼電器驅動器汽缸,在其中用三組單獨汽缸驅動器相對機械設備部件各自進行黏合、左右切紙作用。電烙鐵的加溫由原機操縱,上下盤紙耗盡檢驗則使用原廠感應器2S241和2S242。自確診控製模塊屏蔽掉原機3S235數據信號,來完成降速作用。煙包去除選用原機去除數據信號操縱,另外提升手動式拚湊電源開關,提升實際操作的協調能力。
3.2軟件開發
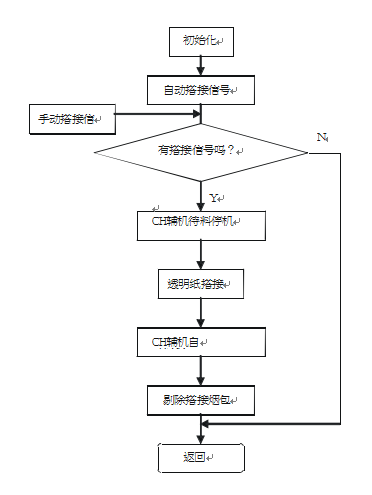
係統軟件分成手動式拚湊和自動拚接兩一部分,手動式一部分根據外界手動式電源開關開展挑選實際操作,全自動一部分上、下切紙區別是根據原機3S241、3S242來分辨的。當PLC鍵入點手動式開啟或全自動開啟後,操縱輸出,斷掉3S235感應器,開展信號屏蔽,使CH待料降速。延遲時間3S後操縱輸出,驅動器接紙汽缸開展接紙。操縱輸出1S後,驅動器上切紙汽缸開展切紙,進行OPP卷紙黏合和上切割刀激光切割姿勢。當PLC鍵入點手動式開啟或全自動開啟後,邏輯性姿勢跟上麵一樣,僅僅輸出驅動器下切紙汽缸開展切紙。總體姿勢進行時間為5S上下,這一時間可以非常好的確保服務器一切正常運作,而不容易由於拚湊導致安全通道堵煙關機。而且姿勢進行後CH全自動起車運作,而且去除拚湊一部分煙包。在其中自動拚接時,當PLC鍵入點或不斷鍵入20S後,輸出點都還沒輸出,把紙耗光數據信號傳送給原機警報關機。拚湊電機控製流程表如圖所示1。
圖1電機控製流程表
4結束語
本設備徹底完成了自動識別、自動拚接、全自動去除,拚湊通過率99%之上,提升了合理工作率十多個百分比,另外也降低了實際操作職工的勞動效率。手動式拚湊作用的提升,更為豐富多彩了實際操作的協調能力,因而深得使用人五星好評!
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器