谘詢電話
ENGLISH0755-88840386不規則物料一體化包裝機的技術實現
發布時間:2020-07-31 13:57:17 |來源:網絡轉載
0引言
包裝技術和設備是工業生產的一個重要行業。隨著國民經濟的發展,產品越來越向多樣化、個性化和不規則化發展,因此包裝方法和技術需要不斷改進。世界上很多發達國家都十分重視包裝技術的研究和包裝設備的開發。目前,包裝機械已成為我國機械工業中的十大行業之一。隨著自動控製技術、計算機技術和信息技術的發展,包裝行業引入了智能化、信息化的概念。包裝機械的研發朝高速、多功能化及控製智能化的方向發展,以適應市場的需求。在日本,日立、富士通和凸版印刷株式會社已經大規模生產並銷售智能標簽⑴。在美國和歐洲,包括沃爾瑪在內的主要零售商都在努力推廣智能標簽的使用,Timestrip公司和北美的家用電器集團合作,令其生產的清.潔產品都使用上了可以提示推薦使用時間的智能標簽'幻。
由於三聚氫氨等事件帶來的嚴重影響,國家加強了對食品和藥品等的銷售和使用管理,進一步製訂了食品安全法。廣大消費者對食品和藥品的標注信息也更加關注。顯然,研製高效和適應性強的包裝設備以及能對包裝產品進行全麵、規範的信息標示的包裝機已刻不容緩。
1設計方案
目前在包裝行業,立式或臥式包裝機通常隻能包裝規則形狀的物料,對不規則物料的包裝,多是用人工采取計量分配,成袋原材料為專用材料,包裝信息打標由人工完成。這種方法存在的問題是:作業效率低、耗費人力,特別是多種不規則物料的包裝;
而且人工包裝容易造成對被包裝產品的汙染。此外,包裝工序繁雜、設備占用場地大,同時管理眾多規格預製袋非常不便。
目前,國外同類型設備采用包裝預製材料的方式,預製材料由特別設備製備,國內采用國外同類型設備的話需進口大量原材料,我們研製的一體化包裝機將改革這一工藝方法,采用國產包裝袋原材料,不需要預製包裝袋,做到包裝袋隨製隨裝,以避免因包裝改良或變更造成預製袋的積壓浪費。
根據不規則物料包裝的特點,我們研製的不規則物料一體化包裝機具有以下技術特點:
- 針對不同類或不規則的多種物料的精確分配問題,分別采取精確計數或秤重解決。
- 為了提高包裝效率,使入袋與成袋工序各自同時進行,而且又不會互相產生幹擾。
- 根據各類包裝物品的要求,通過對建立的知識庫進行査詢和模糊匹配,使包裝標識內容能按照設定的規則來獲得,實現對食品、藥品等國家有安全性要求的商品的規範化信息標示。
- 通過使成袋、供料、裝料、封口和標識等工序並行運作,達到提高包裝效率和包裝質量的目的。
- 通過一體化機的結構設計和合理的工藝配置,達到縮短工時,減少設備占地麵積的目的。
2技術實現
2.1一體化包裝機采用的技術及結構特點
為了實現不規則物料的一體化包裝,針對不規則物料的整個包裝過程,采用了如下一些主要技術:
- 采用光電計數等技術進行物料計量分配口】。現行的電子計數充填方法,采用單道或多道機械供料器把物料有序送進,以逐粒跌落的方式供給,當充填速度較高時,計數和裝料等待會對充填效率有較大影響。為了提高物料的充填速度,我們設計了一項專利結構⑷,即在各通道放料閥門下方的匯集料鬥出口處設置一個總料門,其結構和工序示意如圖1所示。在硬件控製係統我們增加了相應的控製與執行機構。係統的軟件控製如圖2所示。其原理是,當計數值達到預設裝量值時,放料閥門關閉,同時總料門打開,計數繼續。當落料完後,總料門又關閉。並打開放料閥門和進行更換包裝容器”即計數和更換包裝容器可同一時間進行,無須中斷。
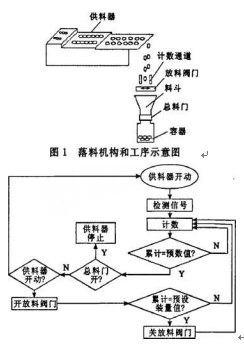
圖2落料控製係統的軟件控製框圖
- 采用單層薄膜折邊成型、封邊、封口和分切工藝,以便容易與供料、裝料和自動打標等工序的時間並行匹配。
- 動力方麵采用變頻電機和步進電機,以保證控製的靈活性和準確性。
- 包裝袋采取隨製隨裝的方式,減少材料的耗費。
- 采用熱轉印智能打印機技術⑴,並開發智能包裝標識知識庫。
- 包裝工序一體化,采用PLC控製各個工序的同步進行和協調,使成袋、供料、裝料、封口和標識等工序能並行進行,並采用人機界麵進行操作控製⑸0
在包裝袋封口滾切工序的電路中,變頻器VF0007S21A除用於包裝袋卷膜電機的速度控製外,還通過熱電偶檢測,對包裝袋的封口熱壓溫度進行控製。一體化包裝機結構創新點是采用多個工序並行進行方式.一體化機的各個部件結構也要對傳統的形式進行改進,如采用組合式物料計量分配結構,對不同的物料配置不同的結構,方便實現功能等。一體化包裝機的結構原理如圖3所示。
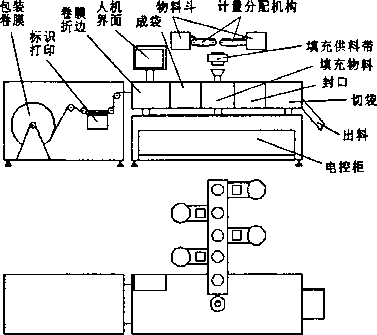
圖3一體化包裝機結構原理
2.2一體化包裝機的關鍵技術及實現措施
不規則物料的定量分配技術。對數量型不規則物料可通過光電、磁敏計數等技術進行計數分配,對無形狀的粉劑或不易計數的物料等,通過自動稱重或等容積法等手段計量,通過對不同類別的不規則物料選配不同供料源來實現;對物料的充填,通過簡化充填過程,使之與各工序協調並行獨立進行。
智能標識技術。按不同產品和行業的標識要求,組建知識庫進行査詢及模糊匹配。其實現涉及專家係統、計算機數據處理、模糊數據融合和模糊神經網絡等技術。我們在了解國家相關食品、藥品銷售和管理法規的基礎上,通過行業調査等手段,建立起相關產品的信息和知識庫,在信息標識時根據原先輸入的物品名稱等信息,由算法程序來進行査找和匹配,然後由標識係統自動調出數據進行打標。
多工序的並行、集成一體化。並行作業的關鍵技術問題是各工序的節拍要一致。為了達到這一目的,我們通過優化成袋、供料、充填裝料、封口和標識等工序,如通過簡化充填過程,減少充填裝袋時間,讓各工序節拍一致、先後並行獨立進行等。此外,采用在供料輸送帶兩側交錯安排工位(見圖3包裝機的結構原理),使一體化機能達到提高生產效率(減少輸送距離和管理人員)、減少設備占用空間的目的。
3—體化包裝機的技術指標
通過反複研製和調試,研製出了不規則物料一體化包裝機的功能樣機,經測試與運行使用,製定了該設備在技術性能指標方麵應達到的設計要求。
達到的具體技術指標如下:
- 外形尺寸,2500mmX1200mmX1500mm.
- 電源,AC220V,50Hz.
- 總功率,3kWo
- 配料精準性,2%。
- 包裝速度»30~80包/min。
- 卷膜尺寸,內孔徑75mm,外徑450mm,寬度為300mm。
- 製袋尺寸,最大為300mmX150mm,最小為50mmX30mm。
- 適合卷膜材料為PAPER/PE,PET/PE和PP/PE等複合膜。
在不規則物料一體化包裝機的研製過程中,經過反複研製與改進,使配料精度和包裝速度等多頊性能指標不斷提高,達到了包裝機械的設計要求。
4結束語
不規則物料一體化包裝機的研製,除可使不規則物料的包裝與標識效率大大提高外,還可改進包裝產品信息的標識效果。實際生產情況表明,使用該設備,可減少工序人員70%,減少工序占地麵積30%。同時可避免因包裝改良或變更所帶來的預製袋的積壓浪費,符合國家環保、降耗政策,是包裝方法的重大改革。對提高我國包裝行業的水平具有重要的意義。
文章來源於網絡轉載,侵刪
- 上一篇:包裝機轉動臂有限元分析與優化設計
- 下一篇:袋成型自動包裝機供膜機構的設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器