谘詢電話
ENGLISH0755-88840386ZB45包裝機預切式內框紙輸送裝置的研製
發布時間:2020-07-31 11:53:51 |來源:網絡轉載
。前言
ZB45型包裝機是國家煙草進出口貿易公司總部引入西班牙G.D企業GDX2機型交給上海煙草工業生產鑄造廠國內生產製造的的機器設備,該型機器設備生產量達400包/min,特性平穩,生產製造高效率,普遍用於各煙草製造業企業。伴隨著香煙產品的發展趨勢,一種破格提拔式翻蓋式包裝應時而生,包含ZB45型硬盒包裝機以內的傳統式包裝方式早已不可以考慮這類包裝規定,現階段,大部分製造業企業隻有釆用純手工製作方法,對這類破格提拔式翻蓋式商品開展包裝。本新項目根據ZB45型包裝機出示一種預切式內框紙輸送裝置,自動化技術地將預切式內框紙精確、高效率地傳至下一工序,提升生產率。
1ZB45內框紙激光切割輸送裝置詳細介紹
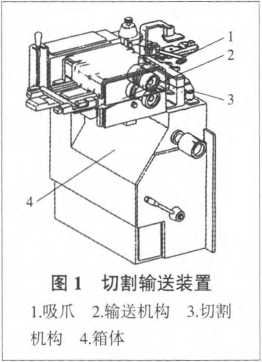
目前ZB45型包裝機的內框紙激光切割輸送裝置如圖所示1所顯示,其由運輸組織 、激光切割組織 、吸爪及其殼體構成。該運輸組織 運用建在箱身體的塞浦路斯輪拖拽內框紙帶做間歇性步進電機健身運動,將紙帶送進激光切割組織 的固定不動切割刀正下方,激光切割組織 的主題活動螺旋錐齒輪在箱身體的凸輪機構驅動器下做豎直健身運動,將內框紙帶切成需要的內框紙片,另外運用主題活動螺旋錐齒輪的升高健身運動,將內框紙片傳至吸爪汲取工序,再由吸爪汲取內框紙片轉動90。,最後將激光切割後的內框紙傳至下一工序開展硬盒包裝。
2預切式內框紙運輸的探尋
預切式內框紙是破格提拔式煙包包裝所務必的一種包裝輔材,作用上除了有原內框紙類似的裏襯功效外,還對破格提拔煙包的轉子有包囊和限位開關的功效,因此該內框紙比原設備激光切割的內框紙外觀設計上麵有很大差別,並且依據生產製造工的粗糙度較低,等車到外邊時,數控刀片略微損壞,但角速度提升了,粗糙度仍然較低(另外因為由裏向外車,尖刀慢慢損壞,車出去的產品工件正中間微凹,這恰好合乎一般套類零件盒基座類零件的應用規定)。
4) 因為數控車床老舊,操作台與承重梁滑軌平麵度差許多 ,這就規定在銑削以前,恰當調節老舊數控車床,將二塊等高平墊塊放到操作台兩邊緣處,上邊放一長平尺,將內徑百分表吸在刀台上,啟動刀台沿承重梁水準挪動,看內徑百分表在平尺上的讀值,依據精確測量數據信息,調節承重梁,使之與操作台平行麵。
5) 采用鴇鈦類硬質合金刀具,YT30刃磨銳利,耐磨損度好,藝規定的不一樣,造型設計也是有非常大的差別,不能用現階段內框紙帶激光切割來做到包裝規定,因此隻有釆用預切後的內框紙來進行煙包包裝。因為該內框紙造型設計和作用規定的獨特性,包含ZB45型硬盒包裝機以內的傳統式包裝方式早已不可以考慮這類包裝規定,大部分煙草公司釆用手工製作包裝方式,來完成
破格提拔式煙包的包裝,手工作業效率低,實際操作繁雜,消耗很多的人工成本,難以考慮市場的需求,並且因為作業員的個別差異,商品一致性難以獲得確保=
原內框紙組織 原理:運用建在箱身體的塞浦路斯輪拖拽內框紙帶做間歇性步進電機健身運動,將紙帶送進激光切割組織 的固定不動切割刀正下方,激光切割組織 的主題活動螺旋錐齒輪在箱身體的凸輪機構驅動器下做豎直健身運動,將內框紙帶切成需要的內框紙片,另外運用主題活動螺旋錐齒輪的升高健身運動,將內框紙片傳至吸爪汲取工序,再由吸爪汲取內框紙片轉動90。,最後將激光切割後的內框紙傳至下一工序開展包裝。依據原內框紙原理,運用箱身體塞浦路斯輪做間歇性步進電機健身運動這一特點,設計方案預切式內框紙水準步進電機設備,再根據齒輪傳動比轉變,設計方案齒形帶水準運輸步進電機間距,做到每一步行程安排可以考慮預切式內框紙的水準運輸規定;運用主題活動螺旋錐齒輪特別適合塑性變形鋼類零件的深度加工。
4結束語
更是因為釆取了以上整改措施,曆經多批次生產加工實踐活動,改善後的銑削及夾裝方式 優秀靠譜,防止了零件的夾裝形變,確保了零件的加工精度,提升了產品工件的生產加工速率,提升了高效率,具備很大的實際意義。
SOLUTION
做左右豎直健身運動特點,設計方案內框紙汲取組織 和內框紙消息推送組織 ,汲取組織 可以將紙庫的內框紙穩定置放在齒形帶上,消息推送組織 可以將齒形帶尾端的內框紙,消息推送到吸爪工序,進行預切式內框紙的豎直運輸規定,為完成破格提拔式煙包設備包裝,出示了一種很有可能。
3預切式內框紙輸送裝置的設計方案
3.1水平運輸組織 的設計方案
原內框紙步進電機運輸組織 ,是運用箱身體馬耳他輪傳送給內傳動齒輪,內框紙步進電機運輸組織 上的外傳動齒輪與內傳動齒輪牙齒咬合,傳送健身運動。如圖2,運用內、外傳動齒輪牙齒咬合傳動係統方式,設計方案傳動齒輪部件,再依據齒輪傳動比轉變調節,考慮預切式內框紙運輸間距規定。內傳動齒輪一個工序轉動60。角,與內傳動齒輪同軸輸出的齒輪設計為變位係數3mm,齒數36,根據銜接傳動齒輪,傳送到尾端軸上傳動齒輪,該傳動齒輪齒數18,根據齒輪傳動比公式計算六能夠 得到該傳動齒輪一個工序轉動120°,同軸輸出上的雙連皮帶輪也轉動120。,雙連皮帶輪采用T10齒型30齒規格型號,得到步進電機一個工序,齒形帶挪動間距是100毫米,考慮預切式內框紙84mm長短規定,並運用100-84=16mm這一空隙,在齒形帶上安裝推塊,促進內框紙步進電機,做到內框紙水準運輸目地。
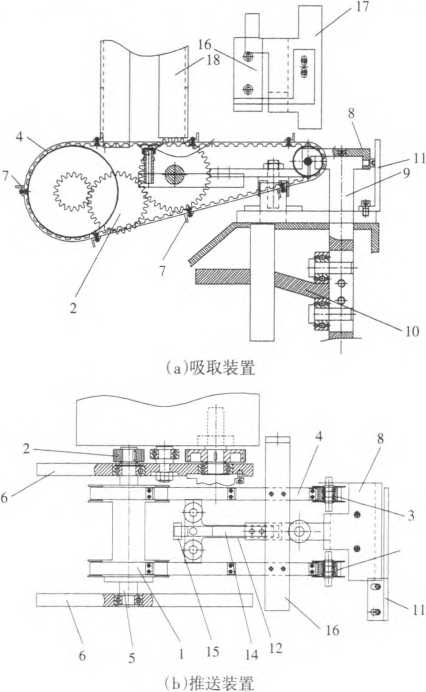
圖2
L雙連皮帶輪2.傳動齒輪部件3.從主動輪4.齒形帶5.軸6.安裝板7.推塊8.推板9.主題活動螺旋錐齒輪10.凸輪.擋塊12.真空吸盤座13.真空吸盤14.彈簧管接頭15.固定不動塊16.塗膠支撐架17.塗膠組織 18.紙庫
3.2垂直輸送機構的設計方案
運用內框紙殼體運動規律:在塞浦路斯輪停息期內,主題活動螺旋錐齒輪做一次左右豎直健身運動,設計方案預切式內框紙汲取設備和消息推送設備(圖2)。推板設計方案在主題活動螺旋錐齒輪頂部,並坐落於水準運輸組織 的中下遊尾端,隨主題活動螺旋錐齒輪在殼體內部凸輪軸的驅動器下做左右豎直健身運動,將水準運輸組織 運輸及時的預切式內框紙,往上消息推送到吸爪位置,進行預切式內框紙的運輸及時。另外,汲取設備坐落於雙連帶輪兩輸送皮帶中間,固定不動在推板上,隨推板做左右豎直健身運動,吸附上邊紙庫最底部一張預切式內框紙,置放在輸送皮帶上。汲取設備上設計方案有負壓力進風管道,該負壓力進風管道上設立有釋放出來孔,並設立用以堵漏該釋放出來孔的帶到位彈簧的管接頭,當真空吸盤座隨推板下沉至釋放出來部位時,該管接頭與一固定不動塊排斥,管接頭從釋放出來孔裏伸出,使真空吸盤與外部空氣連接,進而釋放出來對預切式內框紙的吸附功效。
3.3塗膠組織 的設計方案
塗膠組織 (圖2)是由塗膠嘴、塑料桶、繼電器、立即、聯接管道及有關的電氣控製係統構成,該組織機構在水平運輸組織 中下遊尾端,推板上邊,預切式內框紙在這裏工序塗膠後,就可進入下一工序包裝成形。塗膠組織 由GDMICROD電子控製係統操縱,當預切式內框紙存有檢驗2B5110檢測到紙條存有時,MICROD輸出板N1613輸出上拉電阻到上下塗膠繼電器2Y918、2Y919,進行一次塗膠,塗膠時間預置為100ms(可根據OPC實際操作服務平台設定),相反未檢驗到內框紙存有,則不塗膠,避免 誤噴,環境汙染機器設備;根據塗膠繼電器手動式按鍵,可手動式操縱上下塗膠繼電器,調整噴頭口張合尺寸,操縱塗膠量。根據電氣設備和機械設備對塗膠組織 的調整,非常好地完成了天然乳膠的K8凯发登录入口監控,將做霧化的天然乳膠勻稱地噴漆到預切式內框紙上,並根據真空吸盤爬取,進到下一個包裝工位。
3.4其他構件的設計方案
在水準運輸組織 的尾端,設定有預切式內框紙及時擋塊,對內框紙起橫向限位開關功效;在水準運輸組織 兩齒形帶兩邊,設計方案有擋邊條,對內框紙起豎向限位開關功效;在水準運輸組織 上邊安裝有導條,正下方安裝有鄂板,對內框紙豎直方位具有限位開關功效。
4改後實際效果
ZB45包裝機預切式內框紙輸送裝置,可以自動化技術地進行內框紙的往下汲取、水準運輸、往上消息推送及其塗膠工作,既能考慮包裝規定的各類加工工藝性能指標,又提升了工作效能,確保了質量一致性,完成了破格提拔式煙包設備包裝。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器