谘詢電話
ENGLISH0755-88840386縫包機自動刹車裝置設計及應用
發布時間:2020-07-30 11:36:11 |來源:網絡轉載
- 前言
食鹽包裝過程中,縫包出來的編織袋前端尾線過長(約20cm),後尾端縫包線長度隻有7cm左右。過長的尾線不僅影響包裝袋美觀,而且有纏繞輸送輥道的隱患,同時也造成縫包線資源的浪費。分析原因,發現在塑料編織袋走過縫包機縫包結束後,電機電源雖然切斷,但由於縫包機電機慣性,電機還要帶動縫包機轉動幾圈後才能自然停下來,造成縫包機在沒有編織袋的情況下空走浪費縫包線[1]。文章中,設計的出發點就是找到製動的最佳點,在切刀切線動作完成,縫包機電機立即製動,也就是在切刀伸出去的過程中,同步產生一個點動刹車動作,抱刹縫包機皮帶輪,使縫包機電動機轉子立即停止轉動。通過這個設計可以解決縫包線過長的問題,為企業節省財力物力。
- 國內外縫包機刹車裝置現狀
GK35-6型縫包機是國內目前應用較為廣泛的縫包機,零件耐磨,維修方便。縫包機自身不具備網站公布的縫包機工作視頻上看,此縫包機有文中所述的線頭長短問題。
日本NEWLONGDS-9C縫包機是速度最快的單機針袋口縫合機,但縫包機本身不具備製動功能,實現製動需配置縫包機離合器CB-50S。
美國FISCHBEIN(菲士賓)縫包機201型,具備高速2600RPM,平穩、強大。滿足高速生產線的要求,自帶機油泵封閉式潤滑,機針冷卻,使用壽命長久,維修成本低。這款縫包機也未專門設計製動裝置,縫製出來的線頭仍然有一端長一端短現象,不是很美觀(如圖1),解決這一問題仍需要進一步改進。
- 設計的主要內容
設計主要是基於鹽化工產品包裝生產線,針對自動縫包機設計的一款簡便實用的自動刹車裝置,旨在解決目前普遍存在的食鹽生產企業縫包機無刹車裝置的問題。主要研究內容為刹車裝置機械設計安裝和電路控製。

圖1FISCHBEIN縫包機縫包後尾線長度
3.1 刹車、切刀控製係統的研究
在縫包機刹車裝置設計上,可以從兩方麵入手,一是電機刹車,二是縫包機刹車。
3.1.1 電機刹車
電機刹車在很多領域都有應用,比如常見的係列電動執行器上使用的單相伺服電動機,電
機斷電時是處於刹車狀態的,隻有通電時其內部的電磁感應機械動作,分離刹車片,電機才能正常運轉,停電立即刹車,消除電機慣性旋轉給控製精度帶來的影響;現在國內市場上有一種針對縫包機設計的電磁失電製動電機,如YEJ801-4,YEJ係列電磁製動電機是在Y(ip44)係列電動機的後端蓋與風扇之間附加一直流電磁製動器所組成的派生係統產品,製動方式為斷電製動[2]。
此設計想通過另外一種簡單的裝置抱刹縫包機皮帶輪,達到縫包機電機斷電後縫包機立即製動的目的。縫包機切刀的動作是靠雙作用氣缸快速往複一個來回,帶動切刀切斷縫包線。利用切刀氣缸電磁閥推進切刀的那路氣管,加上一個三通調節閥,在切刀伸出去的過程中,產生一個類似的點動刹車動作,抱刹縫包機皮帶輪,消除電動機轉子慣性。
3.1.2縫包機刹車係統的設計
3.1.2.1刹車裝置設計
如圖2,準備一個弧形不鏽鋼板,弧度大致和縫包機皮帶輪直徑相近或略大,寬度和皮帶輪寬度相當。摩擦用帆布皮帶一塊,寬度和長度和刹車板匹配,上麵鑽有若幹個沉頭孔,用M5沉頭螺栓固定在不鏽鋼板的骨架上。
 關節軸承選用SI10-1T/K,螺紋為右旋M10×
關節軸承選用SI10-1T/K,螺紋為右旋M10×
,以便和MAL25×25氣缸匹配。
氣缸尾端固定軸設計,是利用MAL25×25尾端的固定孔萬來方實數現據固定的,設計一個軸,用定位銷形式
對氣缸進行固定,既可保證氣缸工作時的小幅度轉動,又可以防止脫落,既經濟又可靠。采用和縫包機皮帶輪同一水平麵、同一固定底座焊接辦法進行安裝,簡潔實用,工作可靠。
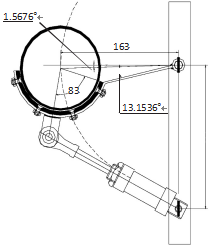
 圖2刹車裝置組裝連接方式圖
圖2刹車裝置組裝連接方式圖
3.1.2.2 運動軌跡及刹車可靠性分析
圖3為組裝後的運動軌跡圖。從圖3中我們可以看出,MAL25×25氣缸在初始狀態氣缸推杆長度為30mm,刹車到位狀態時,氣缸推杆伸出長度為

 50mm,小於氣缸有效行程25mm,仍然有5mm的餘量,氣缸的動作量足以達到刹車行程需求;設計指導思想是刹車裝置完全到位後,刹車弧片剛好可以把皮帶輪最大限度的包裹,產生足夠的摩擦力,達到可靠刹車的目的。
50mm,小於氣缸有效行程25mm,仍然有5mm的餘量,氣缸的動作量足以達到刹車行程需求;設計指導思想是刹車裝置完全到位後,刹車弧片剛好可以把皮帶輪最大限度的包裹,產生足夠的摩擦力,達到可靠刹車的目的。
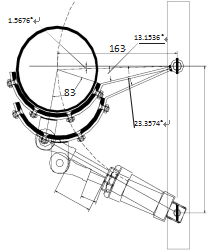

 圖3刹車裝置運動軌跡示意圖
圖3刹車裝置運動軌跡示意圖
Fig.3Brakedevicerunninglocusdiagram




 圖5為縫包機刹車裝置控製邏輯圖。從圖5可平擔力作用下,和皮帶輪一直處於同一水平麵上,確保刹車過程動作有效工作可靠。
圖5為縫包機刹車裝置控製邏輯圖。從圖5可平擔力作用下,和皮帶輪一直處於同一水平麵上,確保刹車過程動作有效工作可靠。
3.2 縫包機刹車裝置電路研究
係統關鍵器件是光電接近開關,選用發射接收一體式漫反射型光電傳感器,型號為GLV18-8-450/115/120,工作電壓10VDC~30VDC,作用距50mm~450mm可調,400mm處光斑直徑30mm,利用發射出去在一定範圍內又折射回來的640nm調製可見LED紅光,形成開關信號送到係統完成相應係列動作。這種光電傳感器防護等級IP67非常適用於食鹽縫包生產線
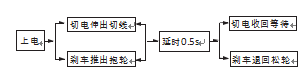

 圖4所示是縫包電動機控製電路[3],B1、B2為光電開關,內置光電傳感器來把光信號轉為電信號。KC9為
圖4所示是縫包電動機控製電路[3],B1、B2為光電開關,內置光電傳感器來把光信號轉為電信號。KC9為
中間繼電器,光電開關輸出的信號來控製KC9。KC9-2為常閉觸點,KC8受KC9的控製。KT4為歐姆龍時間繼電器,延時時間大約為0.5s,KT4-2為上電延時斷開常閉觸點,YV1為切刀氣缸電磁閥。每當鹽包經過遮擋住B1,KC9動作,KC8失電,KC8-1斷開,KT4失電複位;鹽包運動到B2,由於B1、B2之間的距離遠小於一個編織袋的寬度,B1、B2會同時保持工作狀態,即使鹽包離開了B1,但由於B2的持續作用,KC9任然處於吸合狀態,直到鹽包離開B2,此時KC9失去B2的控製信號斷開,KC9複位,KC8得電,KC8-1閉合,KT4得電,YV1得電,切刀就會伸出,KT4得電即開始延時,延時時間到,KT4-2斷開,切刀複位收回,等待下一次鹽包到來後的循環。刹車與切刀動作同步。
以看出,隻要有一個啟動縫包機信號產生,縫包機就會啟動;停止時,必須同時具備4個縫包機停止信號條件縫包機才會停止,隻有縫包機停止後,才會有切刀及刹車動作產生。另外,每次上電,縫包機切刀及刹車裝置都有一次動作。
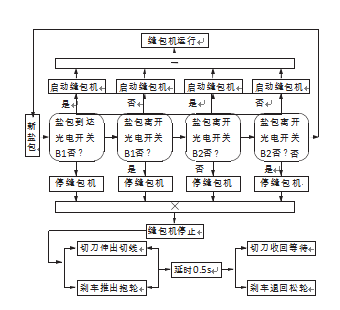
圖5縫包機刹車控製邏輯圖
3.3 縫包機刹車裝置的力學分析
為了保證能夠有效的刹車,刹車片的摩擦力必須要遠大於電機斷電後轉子的慣性力。從GK35縫包機參數中,可以知道電機的功率370W、轉速2000r/min(即33r/s)、皮帶輪直徑114mm等。從而計算出周長C=2πr=πD=0.114π。線速度v=33.3×π×0.114=11.9m/P=F×V,縫包機停機瞬間扭力F扭力370/11.9=31N=P/V=MAL25×25氣缸的單向作用力為225N,由於氣缸推動刹車片做近似直線運動,摩擦帆布的動摩擦因數μ=0.6,F摩擦力=0.6×225=135N F摩擦力≫F扭力圖4縫包電動機控製電路由此證明,可以實行有效的刹車。刹車時間計算。從加速度公式F=ma可以知道縫包機轉子停下時的加速度a=F/m,這裏縫包機電機轉子的質量為3kg,a=F/m=45m/s2,V=V0-at,t=V/a=0.265s,在有刹車情況下,縫包機製動時間遠小於縫包機在自由阻力作用下的停止時間,實現縮短縫包線尾線目的。
F摩擦力≫F扭力圖4縫包電動機控製電路由此證明,可以實行有效的刹車。刹車時間計算。從加速度公式F=ma可以知道縫包機轉子停下時的加速度a=F/m,這裏縫包機電機轉子的質量為3kg,a=F/m=45m/s2,V=V0-at,t=V/a=0.265s,在有刹車情況下,縫包機製動時間遠小於縫包機在自由阻力作用下的停止時間,實現縮短縫包線尾線目的。
4 結束語
通過食鹽縫包機刹車裝置的設計,很好解決了食鹽縫包袋尾線過長問題。此設計結構簡單,易於製作,應用最普通的器件製作出實用的刹車裝置。
文章來源於網絡轉載,侵刪
- 上一篇:基於PLC控製的全自動硬幣包裝線係統設計與實現
- 下一篇:定量包裝機的研究
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器