谘詢電話
ENGLISH0755-88840386基於三菱PLC的自動化多功能灌裝係統的流水線設計
發布時間:2020-07-27 15:00:53 |來源:網絡轉載
- 引 言
近年來,隨著人們的消費水平不斷提高,飲料產業發展迅速,灌裝飲料備受人們青睞,人們對於灌裝飲料的需求量增加,促使設備快速更新換代,灌裝生產線設備應運而生。一些生產飲料、口服液等飲品的灌裝生產線,必將為食品藥品行業的發展注入新動力。此外,灌裝生產係統的研究能促進我國灌裝生產線快速發展,使一體化流水線設備技術不斷得到改革與創新,進一步提高了灌裝工作效率和產品質量。
本次係統設計主要采用電氣自動控製來實現自動灌輸包裝,利用三菱PLC為核心來提前設定好所需要的灌輸時間、包裝密封時間和裝運時間,剩餘工作通過本產品
的自動灌輸係統來完成,提高企業的生產效率和成本。其主要由傳送帶、灌輸係統、檢測係統、密封包裝係統、裝運係統和動裝置構成。多功能自動灌裝係統是以PLC控製電動機驅動的自動灌裝加工裝置,其製動過程利用了典型的梯形圖控製。PLC控製的多功能自動灌輸係統具簡單、精度高、抗幹擾性強的特點,能在工作環境較惡劣的場合進行工作,一體化流程,並且具有故障檢測和運行指示燈功能,可以及時發現問題所在。本文主要針對飲料加工設計了三菱FX2N-32M係列PLC的I/O分配和外部接線圖,並按其實際工作過程及工藝要求進行模擬仿真運行,運行結果與實際生產要求相同。
- 係統結構和控製功能的分析
- 多功能一體化自動灌輸係統主要適用於飲料、純淨水等飲品加工工藝流程,對飲料等灌輸可以實現灌裝、包裝密封及裝運的自動一體化,其工作的主要流程為:啟動。按“啟動”按鈕,工作指示燈(綠燈)亮,傳送帶工作。
-
- 空瓶檢測。當傳送帶上的空瓶經過空瓶檢測傳感器X1時,空瓶計數器計數並顯示,當達到一定數值時(根據需求自己設定,本設計用99999999來演示),報警提示燈Y11亮起。
- 灌裝設備工作。當傳送帶上的空瓶運輸經過空瓶定位檢測傳感器時,灌輸設備檢測到空瓶後1 s後開始進行灌輸工作,灌輸5 s後,傳送帶將灌輸好的運往下一步驟(根據實際需求時間來自行設定,本設計采用5 s),在灌輸工作期間設置了提示燈Y10以0.5 s的頻率閃爍,並且傳送帶Y1停止運行。
- 質量標準檢測。質量標準檢測主要采用了壓力式質量感應來檢測灌輸後的與要求標準的產品,當經過X6標準檢測感應器時,若質量大於等於要求標準,則灌輸成功,隨傳送帶繼續傳送;若質量小於要求標準,則觸發Y3 推動裝置,將其推送到次品區。整個過程運行時Y6指示燈會亮起。
-
- 滿瓶檢測。當傳送帶上灌輸後的產品經過滿瓶檢測傳感器X0時,滿瓶計數器計數並顯示,當達到一定數值 時(根據需求自己設定,本設計用99999999來演示),會自動停止傳送帶的運行並且熄滅空瓶超量時的報警燈Y11。6)密封包裝設備。當傳送帶上的瓶子經過X7包裝檢測時,包裝密封設備工作,工作5 s後繼續下一個環節,工作期間傳送帶停止運行,且指示燈Y12亮,工作燈熄滅。
- 機械擋板設備。機械擋板最前端兩塊板子分別以軸承為中心旋轉,將末端傳送帶上的成品歸入箱內,當瓶子經過X30末端檢測時,觸發Y5擋板旋轉,將成品歸入箱內。在其工作過程中,指示燈Y13發光,結束後熄滅。
- 裝運裝置。擋板將成品歸入箱內後,當堆積數到一定數值進而觸發到滿箱檢測X31時,觸發裝運係統啟動,Y14指示燈將箱內成品通過機械臂送到車上或其他儲物地點。裝運結束繼續循環以上步驟。
- I/O口分配與PLC應用
- PLC的選型
 選用三菱PLC,並且根據I/O口數量,采用16點輸入/16點繼電器輸出。
選用三菱PLC,並且根據I/O口數量,采用16點輸入/16點繼電器輸出。
-
- I/O口的確定分配
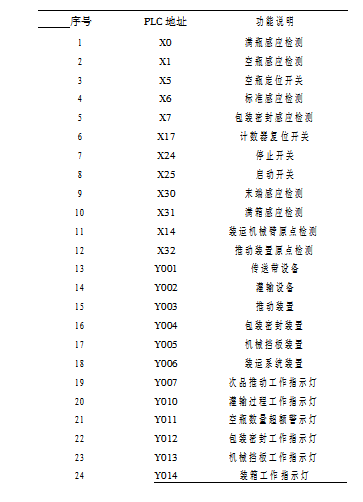
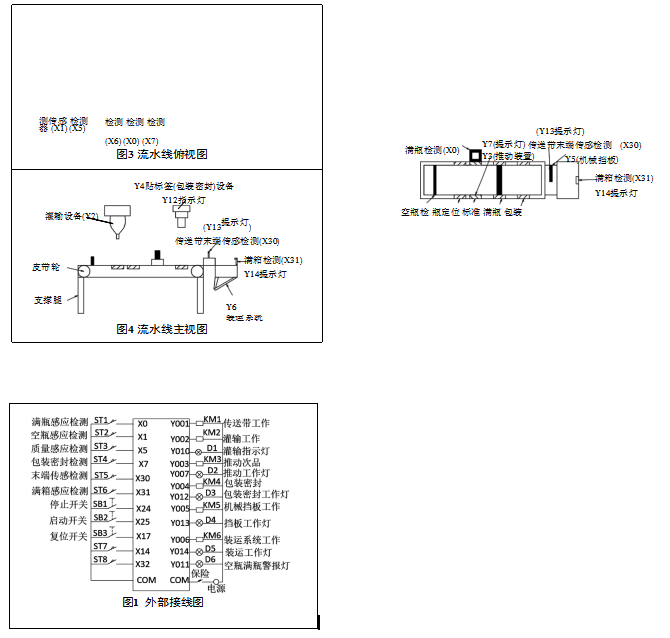
本多功能灌輸一體化流水線係統共有12個輸入端口和12個輸出端口;圖1為本設計的外部接線圖。
- PLC梯形圖設計及控製程序
- PLC 順序功能圖設計(如圖2)
- 流水線簡圖
流水線的主俯視圖如圖3、圖4 所示。
-
- 控製程序順序
功能本多功能一體化灌輸流水線主要
流程如下:首先當按下啟動按鈕時,傳送帶開始工作,空瓶供給到傳送帶上,空瓶在傳送帶上將會先經過空瓶感應檢測這時會觸發空瓶計數器進行計數並顯示當前空瓶數;然後經過空瓶定位檢測 1 s後,灌輸設備開始工作,工作時間根據實際需求來定。當灌輸後的瓶子在傳送帶上經過質量感應檢測時,若滿足質量標準將繼續隨傳送帶傳送到下一環節(若小於標準,則觸發推動裝置,將不符合的產品推到次品區,然後繼續正常工作),滿足標準後進行滿瓶檢測,並計數顯示,傳送帶繼續工作,當經過包裝密封感應檢測時,觸發包裝密封設備工作,將半成品加工為成品,最後當飲料或水的成品運行到傳送帶末端時經過末端感應檢測時,觸發機械擋板運行,將傳送帶上的灌裝成品通過旋轉來推入箱內,當箱內達到滿箱檢測時, 傳送帶停止工作,裝運係統啟動,下麵的機械臂將箱內的成品送入車上等儲物區域。在灌輸、推動、包裝密封和裝運過程中,傳送帶停止工作,直到完成當下的步驟環節方可繼續工作。空瓶計數器和手動計數器可以手動複位,並且在每個工作環節中,都會有相應的工作指示燈提示。
- 模擬仿真
- 點擊啟動開關X25,傳送帶啟動,指示燈Y0亮。
- 達到空瓶檢測傳感器,計數器計1,傳送帶繼續運行。
- 到達灌輸定位X5,灌輸設備Y2開始工作5 s,指示燈Y10亮,如圖5所示。
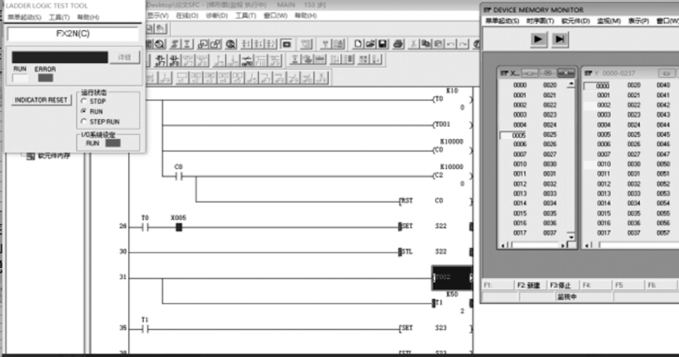
圖5 模擬仿真圖
- 灌輸後,若未達到質量要求則觸發X6,傳送帶停,推出裝置Y3及其指示燈Y7亮,到達推出裝置極點X32 複
位到S20。
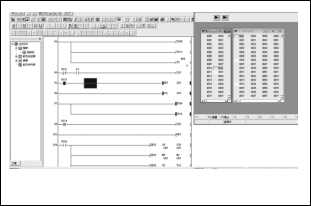
圖6 模擬仿真圖
9)任何工作狀態在按下X24後全部複位,可手動對計數器進行複位X17。
- 結 語
該多功能自動灌輸流水線是基於PLC的自動控製係統的設計,本文講述的是此係統基本的設計思路和功能實現方法。在理論上論證了該係統實施的可行性,同時也在實驗中進行了模擬調試,根據最後的模擬仿真,最終得出結果是自動灌輸係統可以按照預設的控製要求穩定運行。
本灌輸流水線係統適用於中小型工廠企業,可以實現自動一體化集成,在實現高效率的前提下,既大大減少了勞動力,也保證了產品的質量。實現了產品的灌輸、檢測、包裝、密封、裝運等功能。目前我國正處於流水線自動化的進步期間,本次的多功能自動灌輸將對自動與一體化的生產線的發展起到促進作用,PLC的應用前景也很廣泛,利用兩者的結合應用可以使我國流水生產線進一步發展。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器