谘詢電話
ENGLISH0755-88840386蜜丸包裝機電氣控製的設計
發布時間:2020-07-23 14:42:01 |來源:網絡轉載
大蜜丸是中藥的主要劑型之一,大部分中藥廠都生產.而且是許多藥廠的主產品,但其包裝基本停留在落後的手工操作階段。其生產效率低,衛生狀況差,占用場地大.勞動強度高'長期從事該工作者易患手指畸變、腱鞘炎等職業病。中藥企業一直渴望蜜丸包裝實現機械化。
本機融裹包裝機械、充填機械和封口機械為一體,以中藥廠廣泛使用的蠟紙、蠟管(塗蠟並可扣合在一起的小紙殼、小紙蓋,此蠟管已開發我紙漿模製品)為包裝材料.自動完成6〜9&蜜丸的包紙、裝殼和扣蓋,以蠟紙、塑料殼、蠟殼等為包裝材料的大蜜丸包。
糧渣和穀殼的物理特性來看,糧渣密度大、粒徑大、表麵粗糙;穀殼密度小、粒徑小、表麵相對光滑。篩選時篩子的振動稚以使其產生明顯的偏析.即使有一點微弱的層化現象,糧渣也趨下層,穀殼多在上麵。由於下層的糧渣擋住了滯孔,致使穀殼很難分離.但是.隻要我們將篩麵上的酒糟層厚度控製在比較小的範圍,分離效果就大為改善(這與篩分試驗的結果是相符的〉。
當糧渣含水率低於50%.籽粒變得幹癟,厚度尺寸迅速減小並與穀殼厚度相接近.隨著含水率繼續降低,糧渣厚度減小緩慢,少數籽粒還因失水變形產生翹曲・厚度反而增加。因此按糧渣和穀殼的厚度不同進行分離的效果較差.而且含水率的增加對改善分離質量的效果也不大。
5主要結論
a.就篩選分離穀殼而言,粒狀酒糟用窩眼篩分離效果最好.圓孔篩次之,長孔篩效果最差。
b.穀殼的長度大於糧渣的長度,為使二者長度方向的尺寸差異最大,用窩眼篩分離應在酒糟幹燥之後進行.
c.穀殼的寬度小於糧渣的寬度,若用圓孔篩按糧渣、穀殼寬度不同進行分離,含水率的增高有助於穀売分離。因此,在不產生粘附的前提下,含水率越高,分離效果越好。
d. 要使穀殼能充分與篩麵接觸.有較多的機會穿過帯孔.篩麵上酒糟層的厚度必須很小。
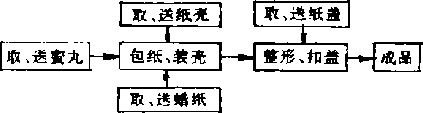
2自動包裝工藝流程
本機自動完成對大蜜丸的包裝需完成32種工藝操作動作及輔助操作動作,如紮紙、取紙、送紙等。其工藝流程如圖1所示。從輸紙器中取出的蠟紙,輸丸器中取出的蜜丸、輸殼器中取出的紙殼被送到包裝器中進行包紙、裝殼。裝有蜜丸的紙殼被排出包裝器後進入扣蓋器,此時紙蓋也送到扣蓋器中.在扣蓋器中對紙殼、紙蓋進行整形、扣合。扣合後的成品排出機外。
3電氣自動控製的功能
3.1控製主電機、掃丸電機.以驅動機器運轉和清除多餘藥丸。
3.2對瞬間岀現無紙、丸、殼、蓋及跑丸等工況時的自動控製。
3.3實現多點控製,便於操作。
3.4具備自控、人控(空轉)轉換功能及急停、點動功能,利於維修及調整。
3.5實現自動計數.便於每日統計工作量。
3.6具備過載等保護功能-
3.7顯示故障部位.表明停車原因。
4電氣控製電路的設計
根據本機的包裝工藝及對電氣監控的要求.為便於維修、保養及降低成本.電氣控製采用繼電控製及紅外光電控製。電路工作原理如圖2所示。
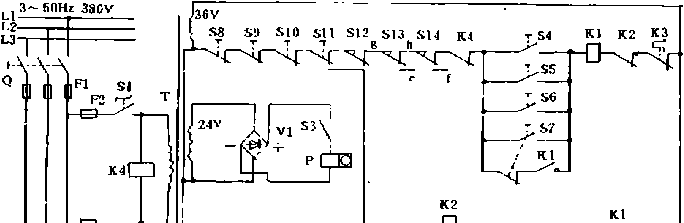
4.1電路的組成
本電路設計有5個回路.即主回路、控製回路、計數回路、輔助回路、信號回路。主要由主電機、掃丸電機、室氣自動開關、接觸器、熱繼電器、紅外線光電控製器、無觸點接近開關、變壓器、電磁計數器、矽整流。
為確保操作者的安全.本電絡中對電器的金屬外殼及機器設計了與工廠按安全規程敷設的接地扱相連的專用接線端子。在配電板前設有絕緣擋板。控製電路、信號電路等均設計為36V以下的安全電壓.
4.2易操作設計
為便於操作,除控製台外,在輸丸器、輸殼器處均設計有起動、停止按鈕,實現了多點控製。為便於調整、縮短停車後溜車時間.在控製台上設計了點動按鈕、急停按鈕及自控、人控(空轉)選擇開關,
4.3電氣保護設計
4.4.1短路保護
為防止電路發生短路後導致電氣元件被燒毀,在電路中設計有熔斷器•
4.4.2過載保護
為防止電機長期超載運行或缺相運行.電路中設計有熱繼電器。當長時間超載或缺相運行時,因電流增大.熱繼電器中的熱敏元件變形將電路切斷,
4.L3零壓、欠壓保護
為防止運轉中停電後再來電造成機器自身起動以及電壓過祇時造成電機損壞,由接觸器進行保護"當停電時接觸器的線圈失電,自保線路斷開.再次來電時,隻有按下起動按鈕後方能起動。當電源電壓降低時,控製電壓也隨之下降。當欠壓較大時,接觸器線圈吸力下降,銜鐵釋放,電機停轉。
5工作原理
當按下空氣開關Q的“合”鍵後,380V電源進入主回.路。旋轉主令開關S1至“通”位置後,紅外線光電控製器K4、變壓器T開始工作,信號電路的綠由指示燈H1點亮,設備處於準備就緒狀態。
5.1起動與停車
當蠟紙、蜜丸、紙殼、紙蓋分別放入紙庫、輸丸器、輸殼器、輸蓋器中後,微動開關S13的常開觸點、紅外線光電控製器K4的常閉觸點均閉合。按下起動按鈕S4〜S6後•接觸器K1的銜鐵吸合並自保,常開觸點閉合.主電機Ml起動-同時.K1的輔助常開觸點閉合,掃丸電機M2與主電機同步起動.當按下停止按鈕S8〜S10後,K1線圈斷電,簡鐵釋放,電機Ml、M2均停轉°
5,2自動控製
5.2.1無紙、丸、殼、蓋及跑丸的自動控製
當工作中瞬間岀現上述某情況時,其監視部位的光路打通,紅外線光電控製器K4的受光器收到投光器發出的紅外域光信號.其光敏三極管導通,亮通式紅外線北電控製器K4的線圈得到放大的電信號,其常閉觸點K4斷開,接觸器K1失電•電機Ml、M2停轉。
5.2.2紙庫中存紙量的自動控製 .
當紙庫中的蠟紙快用完時,監視蠟紙存量的微動開關S13的常開觸點斷開,接觸器K1失電.電機Ml、M2停轉。同時S13常閉觸點閉合.黃色指示燈H2點亮,以示需添加蠟紙.
5.2.3擠蓋的自動控製
當瞬間出現殘損紙蓋擠住扣蓋壓盤時,微動開關S14的常閉觸點斷開,接觸器K1失電,電機Ml、M2停轉.同時,S14的常開觸點閉合,紅色指示燈H3點亮,以示需排出壞紙蓋。
5.2.4蜜丸擠住壓頭及收口器未'張開的自動控製
當因偶然因素造成蜜丸擠住壓頭或收口器未能及時張開時,為使機器快速停車,電路中的微動開關S12將切斷接觸器K1的線圈電源.其銜鐵釋放,電機Ml、M2斷電。同時,與K2互鎖的常閉觸點K1閉合.S12的常開觸點也閉合.接觸器K2得電.UVW三相電經K2將其中的UW兩相換相,電機Ml由正轉變為反轉.機器得以快速停車(因超越離合器的作用機器不隨之反轉)。反接製動時仗電機反轉,所以反接電流不大,因而線路中未串加限流電阻。
5.2M自動計數
包裝好的產品在排岀機作前.依次驅動感應片.使無觸點接近開關S3閉合.使電磁計數器P的線圏得電.其銜鐵驅動字輪轉動・實現產品的逐個計數。計數器F的脳V直流電源由矽整流全橋VI提供。
5.3急停及點動
工作中有時需停車排除壞売等,為縮短停車後溜車時間,可按急停按鈕S11,使電機被反接製動,機器可迅速停車。為便於調整及維護.電路中設計有點動按鈕S7.當按下此按鈕後,接觸器KI的線圈中有電流通過,銜鐵吸合,電機運轉。因此點動按鈕為多觸點按鈕.接通K1線圈的同時,將其自保線路切斷.K1不能自保。當鬆開S7時,接觸器K1斷電.電機停轉。
5.4自控、人控(空轉)選擇
為便於調試、維修.電路中設計了自控、人控(空轉J選擇功能。當鈕子開關S2擲於“自控”位置時、工作過程為自動控製.置於“人控”(空轉)位置時.在無蓋等工況下仍能正常運轉(如使用本機的包紙等部分功能時),並可實現空運轉調試等。修正了無蓋等工況下自動停轉的特性.
6結論
6-1因本機自動控製項目較多,機器上布置的電氣元件分散,為保證操作安全,控製電路等均采用了安全電壓。並設置了與工廠接機械手柄調節彈簧預緊力.幾年來我們已做過泥腳深度15cm至大於30cip不同田地的試驗,行走性能好,直線行駛性能優於雙輪液壓式進口機。
a.2ZTB-43。型獨輪步行式機動水稻插秧機,設計參數選擇正確,結構合理.能滿足插秧要求。
b.整機構成剛性框架,剛度好、質量輕、浮簡接地壓力低,不壅泥,尤其適於南方作業,能滿足農業生產的要求。
c.地輪用四杆機構與機架連接、且通過地極相連的專用接線端子及配電板絕緣護板.保證了操作安全。
d.獨輪四行步行式(機械調節地輪深淺)機動式插秧機,尚屬首創。本機前置式分插機構及傳動係的設計可為進一步開發步行式機動插秧機提供借鑒。
6.2采用了紅外線光電控製器.可靠地實現了對無紙、無丸等工況的監控。與傳統光電繼電器相比,避免了外界環境光線對電路的影響。對蜜丸包裝車間照明光源的布置無要求。
6,3本機生產效率為150〜250丸/min.其自動計數的頻度較高。本電路設計的自動計.數傳感件采用了無觸點接近開關。與微動開關等元件相比,其壽命長、精度高、使用方便,而且包裝好的蜜丸被計數時處於無明顯外力的環境中。
6.4中藥大蜜丸的包裝因受蜜丸及包裝材料本身的軟、粘、輕、小、光等不利於自動包裝的特點限製,使得其實現機械化包裝的難度較大。通過結構及電氣自動控製的精心設計和反複試驗.使其自動包裝得以實現.經中藥廠使用證明,本電路設計合理.工作安全可靠,檢修方便,自動化程度較高。保證了包裝出的成品中不岀現無丸、棵丸等情況.運轉中瞬間可能出現的無丸等工況均實現了自動監控。本機已通過省級鑒定,並獲國家發明專利。
文章來源於網絡轉載,侵刪
- 上一篇:庫底包裝機的研究與設計
- 下一篇:自動稱量包裝機給料器
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器