谘詢電話
ENGLISH0755-88840386蜜丸包裝機工藝流程設計
發布時間:2020-07-21 14:33:34 |來源:網絡轉載
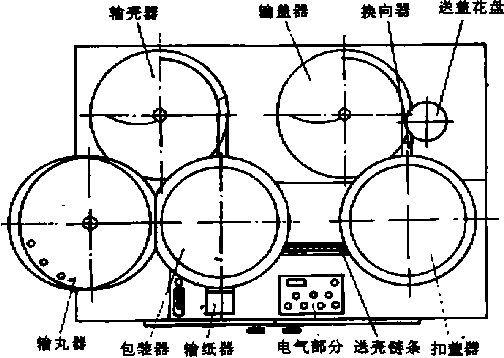
根據蜜丸裝入紙殼前先用蠟紙裹包,裝入後再將紙蓋扣合在紙殼上的包裝工藝要求,為 實現裹包、充填及扣蓋功能,設計了輸紙器、輸丸器、輸殼器、輸蓋器、包裝器及扣蓋器。總體 布局是以包裝器為第一中心,輸紙器、輸丸器、輸蓋器環布在包裝器周圏。第二中心為扣蓋 器.輸蓋器、包裝器與之相接。各執行及傳送總成基本設計在同一平麵.如圖L將裹包機、
充填機和扣蓋機的功能有機地設計成一個整體。
 |
考瑋到蜜丸、蠟紙及蠟管(可扣合在一起的塗蠟紙殼、紙蓋)的特性及包裝速度等因素來 確定出相適應的自動包裝工藝流程。蜜丸自動包裝的特點是需要完成的動作多,受力小,各 操作工序有嚴格的順序.工作循環的時間節奏性強,而蜜丸軟、粘,蠟紙薄、小、光、軟.蠟管無 剛度且失圓嚴重。本工藝流程設計為連續作用型。工藝流程中的包裝、轉位及傳送均為勻速 連續進行,無固定工位,蜜丸、蠟紙、紙殼、紙蓋放到機器的各自位置後,將與各機構一起連續 同歩運行,在運行中完成包裝加工。蜜丸自動包裝工藝所完成的包紙、裝殼及扣蓋三大功能 由取紙、送紙等32個工藝操作(對蜜丸直接進行包裝的基本動作,如收口)、輔助動作(為實 現工藝操作所需的準備性操作.如取紙)及預防操作(為保證工藝操作、輔助操作的連續進 行,對隨機出現的異常工況在其形成之前進行預防性操作,以確保可能出現的問題卷飽芽期
得以扼製,如防蜜丸粘壓頭)組成.工藝疵程如圖2。
|
1 |
|
|
2 |
|
3 |
■1 |
5 |
|||||
|
1摧紙器紮紙 |
— |
取紙 |
一 |
送紙 |
|一~4包裝器接紙一_-J壓紙坑 |
|||||||
|
6 |
|
|
7 |
|
B |
9 |
|
|||||
|
,丸勘取丸| —|清除多食陽一 |
開門 |
|—-J----- 送丸] |
|
|||||||||
|
16 |
|
|
13 . |
|
12 |
11 |
10 |
|||||
|
|包釜藉接殼J |
|防丸粘壓頭卜— |
托4 |
J_| 圧丸 |-------- 包笠舞接丸 |
|||||||||
|
|
|
|
15 |
|
]1 |
|
|
|||||
|
|
|
|
送売 |
—— |
紙凳排吠 |
] |
|
|||||
|
17 |
|
|
J8 |
|
19 |
?0 |
21 |
|||||
|
|收口 |
—■ |
1擰口 1 |
|
美殼 |
I一一 防壓關刁丸一_用出包裝器1 |
|||||||
|
|
|
|
27 |
|
26 |
25 |
|
|||||
|
|
|
|
換向1 |
— |
送禿 |
,——2s蓋排隊] |
|
|||||
|
29 |
26 1— |
~| 隊 |
23 |
|
|
|||||||
|
|紙蓋整形 |
卜』扣監器接隹 |
丄1紙売整形 |
----- 扣蓋器接殼 一_ Hr送含丸売 |
|
||||||||
|
30 | |
31 |
32 |
|
|
|
|||||||
|
扣合 |
]―1屈出 |
—,舞出成品 |
|
|
|
|||||||
圖2工藝流程團
第1期 王方:DBZ.12型蜜丸包裝機工藝流程設計 19
- 由於包裝對象、包裝材料反包裝形式所具有的特殊性,在本工藝流程中,除包裝機 械具有的工藝操作及輔助操作外,增設了預防操作,如防壓頭叼起包紙蜜丸。一般包裝機枸 隻涉及2〜3個物品,如糖塊包裝機、啤酒灌裝機等。而本機涉及蜜丸、蠟紙、紙殼及紙蓋4 種物品,增加了實現機械化包裝的難度。根據蜜丸包裝的特點及要求,手工包裝蜜丸的工藝 為:取紙—取丸-包紙-取殼—裝殼—取蓋-扣蓋-送岀。在用機器完成三維空間操作時, 某一動作需要分解成數個動作。如取紙動作分解為紮紙(防止一次取出多張紙)、取紙(將紙 庫中的紙取出)、送紙(將取出的紙送入包裝器中)、接紙(將送來的紙取走)4種動作,由於蜜 丸自動包裝過程中需完成的動作多及本身特性所至,有較多的影響工藝操作和輔助操作正 常運行的隱患存在,因此.在本工藝流程32種操作中包含有3種預防操作。盡管這種操作 在機器正常運轉時屬於虛設操作,但為保證機器連續運轉和避免藥品損耗.設置這種操作是 必要的。預防操作的存在使得包裝過程中瞬時出現的有害工況在其形成危害之前及時得以 扼製。特別是當蜜丸品種軟或粘時以及蠟紙太軟時、更加顯示出這種預防操作在本工藝流程 中的重要作用。
- 本工藝流程設計為一條主線和三條舗線組成。其主線為:從輸紙器紮紙、取紙經包 裝器包紙、裝殼,最終到扣蓋器扣蓋、排出。此主線完成23個操作。3條輔線分別是:從輸丸 器到包裝器的送丸流程.此線完成4個操作;從輸殼器到包裝器的送殼流程,此線完成2個 操作;從輸蓋器到扣蓋器的送蓋流程,此線完成3個操作。自動包裝的大部分操作均在主線 內完成。3條輔線主要是整理和供應蜜丸、紙殼及紙蓋。工序的集中與分散程度校合理,實現 了較高的生產效率。機器運行時,在主線和輔線流程中,各線所含的操作動作將獨立地依次 連續完成,相互間無直接影響.如輸蓋器中的紙蓋在排隊流程中出現異常時可隨時排除'整 個流程通常不受影響.機器運行時,主線與3條輔線同時運轉,3條輔線的終點與主線匯合。 在匯合處,輔線的狀態將影響主線運行。此時包裝物品及包裝材料必須處於正確狀況下,即 輔線終點的工況必須滿足主線要求。除狀態要求外,輔線的運行速度必須與主線運行速度相 匹配,即輔線流速與主線流速相同或大於主線流速,保證冗餘係數.使輔線對主線有一定 供應儲備量.
- 在包裝機械中,球丸類產品的裹包工藝多為夾持式兩端扭結。這種工藝要求包裝物 應具備承受夾持力的能力,而且扭結後紙頭大。因蜜丸校軟,不能承受夾持力,而且包紙後要 裝入紙殼中.若扭結後的紙頭大則不利於扣蓋。根據蜜丸、蠟紙存有不利於自動包裝的性質 和其包裝形式的特殊性.設計了壓持式單端通結工藝。該工藝隻對收攏後的紙頭施加壓持力 並同時扭結,使蜜丸在被蠟紙裹包過程中處於懸掛狀態。因而免受了外力的作用,保證了裹 包後的蜜丸外形圓整並不與蠟紙粘結,符合藥典等規範對蜜丸的要求。同時因對收攏的紙頭 釆用了壓持式單端扭結,因而裹包後的蜜丸有較小的紙頭。這一工藝有利於蜜丸向紙殼內充 填.並消除了紙頭大造成的扣蓋後■紙蓋易被頂起現象.這一工藝比一般裹包工藝多設置了壓 紙坑和收口兩種操作,但卻實現了蜜丸這一特殊形式對包紙,充填及扣蓋的工藝要求。
- 在包裝機械中,包紙功能和充填功能一般在兩個總成或兩台單機完成。兩總成間由 輸送裝置連接。由於蜜丸本身既軟又粘,在包裝過程中不宜對其施加外力,同時為便於向紙 殼內充填,應保證包紙後的紙頭朝上,力求避免對蜜丸的轉送、定位等操作。為此,本工藝流
程設計了將完成包紙功能的包紙器及完成充填功能的充填器合並為一的包裝器,在包裝器 內完成對蜜丸的包紙操作後,接著完成將包紙丸向紙殼內的充填操作。借助於一套裝置的這 一工藝完成了包紙、裝殼2個功能。省去了對包紙丸的轉位及裝殼前的定位等操作•縮短了 工藝流程,簡化了結構•
- 在包裝機械中,需要完成扣蓋操作的容器及所抑之蓋一般為剛性體,不存在整形操 作,上機後可直接扣合•但包裝蜜丸所用的紙殼、紙蓋是紙製品,無強度、剛度可言。使用時 其外形已嚴重改變,不能采用通常的直接扣合工藝。必須在扣合之前進行整形處理,而且要 在整形之後及時完成扣合操作,否則整形後的紙殼、紙蓋會失去應有的形狀,使整形成為徒 勞。根據紙殼、紙蓋的這一特性,將通常的扣合工藝設計成對紙殼,紙蓋同時進行整形操作後 立刻實施扣合操作的整形-扣台複合操作工藝。由於增加了整形工藝,通過強製的整形操作, 使嚴重變形的紙売、紙蓋在扣合對呈現岀理想狀態,保證了不規則、無剛度的紙殼與紙蓋實 現快速扣合。
a-經中藥廠使用證明,本工藝流程的設計是合理的,運行是可靠的。實現了對蜜丸的 自動包裝。有效地防止了無丸、裸丸的出現。對包裝對象蜜丸及包裝材料蠟紙、紙殼、紙蓋有 較好的適應能力。包裝出的產品符合中藥廠要求。
- 提岀的預防操作觀點豐富了包裝機械中關於操作的概念。對自動包裝過程中存在 有隨機岀現需要及時予以扼製的工況這類包裝對象及包裝材料而言,引入預防操作概念後, 將有助於這類包裝機的設計。包紙-充填複合工藝為包裝機械提供了一種新型包裝原理及裝 置。壓持式單端扭結裹包工藝為包裝機械提供了一種新型裹包原理及裝置。整形-扣合複合 工藝使變形嚴重的無剛度紙殼、紙蓋實現了機械化扣合,為包裝機械提供了一種新型扣合原 理及裝置。
- 本機除適用於以紙殼、紙蓋為包裝材料的蜜丸自動包裝外,也可用於以蠟殼或塑料 殼為包裝材料的蜜丸自動包裹蠟紙•也可用於食品行業,如對球形糖類產品進行自動包紙. 本機的應用將減少汙染蜜丸的環節及作業場地,減輕工人的勞動強度,有利於蜜丸及相關包 裝材料的工業化生產及標準化。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:高效電腦自動包裝機的 開發與應用
- 下一篇:固定式兩嘴包裝機的改造設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器