谘詢電話
ENGLISH0755-88840386全自動大米小包裝機的研製
發布時間:2020-07-17 14:28:38 |來源:網絡轉載
針對市場需求狀況,在調査的基礎上,我們和 武漢糧食機械廠共同研製和開發了全自動大米小包裝機。該機屬於機電光一體化的高技術產品,采 用計算機控製技術,能完成自動供料、計量、製袋 充填和打印等功能,實現全自動工作。本機型亦可 用於顆粒狀的糧食、飼料、食品及醫藥等的小包 裝。
1工作原理
1.1機械傳動係統
如圖1所示,機械運動由XWD04-2擺線針輪 減速電機分3路傳動:一路驅動橫封器15和安裝其 上的切斷刀14,將已縱封的塑料薄膜帶進行橫向 封口的瞬間切斷;二路通過分配軸13使滯後或超 前凸輪5、4轉動,並配合中間繼電器8、9控製可逆 電機10正、反轉;三路是根據塑料帶上的黑色標記 在上帶過程中出現的超前或滯後狀況,由光源17 和光電裝置1控製可逆電機10驅動差動機構11,使 縱封滾輪16作補償運動,控製塑料包裝帶在熱封 過程中準確定位⑴。
1.2拠料包裝帶自動上帶機構的工作原理
如圖1所示,若塑料包裝帶的黑色標記處於正 常上帶狀況時,黑標正好通過光源17遮斷光線,光 電裝置1中的光電管接通發出信號,使光電繼電器 3的常開觸頭閉合,但微動開關6、7的觸頭同時落 在凸輪5、4的凹入角度重疊的區域內,
微動開關6、7的觸頭不閉合(在此區域內凸輪不產 生推動作用),光電信號不能輸送到中間繼電器8、
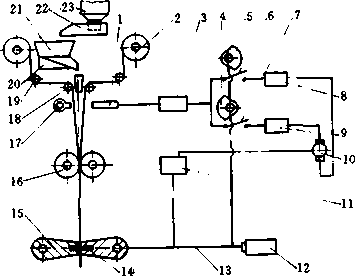
圖1全自動大米小包裝機工作原理圖
1.光電裝量2.抵料卷筒3.光電繼電器4.超前凸輪
5.滯後凸輪6. 7.微動開關8. 9.中間繼電器10.可逆 電機1L差動機枸12.減速電機13.分配軸14.切斷 刀15. «封器16.縱封滾輪17.光源18.19.導向輾
20.傳感器21.料鬥22.電振機23.料倉
9上,故可逆電機10不轉動。若塑料包裝帶的黑色 標記處於超前上帶狀況時,則光電裝置1發岀超前 信號,使光電繼電器3的常開觸頭閉合,微動開關7 的觸頭落在超前凸輪4的凸出區域,處於閉合狀 態,光電信號輸送到中間繼電器9上,可逆電機10 反轉,驅動差動機構11使縱封滾輪16減速,消除黑 標的超前現象。同理,利用微動開關6、滯後凸輪5、 中間繼電器8,使可逆電機10正轉,驅動差動機構 11使縱封滾輪16增速,消除黑標的滯後現象。(5)用非線性薄殼理論解空氣彈簧形變比材 料力學方法精確,提高了強度分析的可靠度,對空 氣彈簧的研究、設計及應用有重要參考價值。
13全自動大米小包裝機的工藝過程
如圖1所示,單片機智能控製器收到料鬥21 關門信號允許加料時,自動地輸出加料控製信號. 電振機22得電對料鬥21加料,傳感器20受力,輸 出信號到單片機智能控製器中的放大器,4位半 雙積分A/D轉換器轉換成數字信號,經單片機控 製鍵盤掃描,顯示輸出,達到控製加料的目的。首 先是快加料,當物料重量達到目標值的90%時, 自動輸出慢加料信號,當物料加到離所設定的目 標值僅相差一個提前量時,則發出停止加料信號, 這時電振機仍有餘料進入料鬥。當物料達到目標 值允許誤差範圍(0.3%)內時,料鬥21處於等待 放料狀態。這時切斷刀14切斷塑料包裝袋的瞬 間,固定在橫封器軸上的控製凸輪推動微動開關 的觸頭閉合,料鬥21上的電磁鐵得電動作,牽引 料門放料,物料進入三麵封好的塑料包裝袋內,由 缺封器封口並切斷,包裝袋落下。當放料完畢,單 島I智能控製器輸出關門信號,電磁鐵斷電,由料 鬥上的複位彈簧牽引料門關閉,開始下一輪循 環。
2單片機智能控製器的設計
單片機智能控製器是全自動大米小包裝機的 核心裝置,它具有顯示重量、狀態控製、去皮、置 零、累計重量、重量標定、量程設定、掉電保護、超 載報警和自動打印等多種功能。其中,A/D采用4 位半雙積分轉換器件,具有轉換精度高、穩定可靠 等特點。
2.1硬件總體設計
控製器硬件係統以8031單片機為CPU,程序 存儲器采用一片EPROM27128,外部數據存儲器 采用一片RAM6264.並帶有後備電池,以作掉電 保護之用。采用專用芯片8279作為鍵盤、顯示器的 接口,充分提高CPU的工作效率。係統擴充了一 片8155,PA 口、PC 口工作於基本輸入方式,分別 作為A/D的輸入數據口和係統狀態輸入數據口。 PB 口工作於基本輸岀方式,作為控製器的開關量 輸出通道。
由於控製器的控製速度要求不高.而檢測精 度要求較高,故選用轉換速度較慢、精度高、抗幹 擾能力強的ICL7135芯片。它是一種4位半雙積分 A/D轉換器件,轉換速度為50次/s.分度數達1 萬,滿足係統的精度要求JCL7135的R/百接高電 平,使A/D處於自動轉換狀態。8155除用於開關 量輸入輸出通道外,還與74LS157 一起構成 ICL7135和8031的接口電路,A/D轉換後產生的 各位BCD碼、位標誌以及極性、過量程、欠量程標 誌皆送至PA 口。8155的定時器置成方波發生器, 8031的ALE給定時器輸入信號,定時器輸岀方波 信號作為ICL7135的時鍾oICL7135的選通信號 訂與最高位選通信號Q經反相後同時有效時,向 80311NT;申請中斷。
另外,8031的Pi 口用以向打印機提供數據, 打印機的選通信號飛和狀態信號BUSY接8031 的P3.o、P3.i,供單片機査詢。
2.2傳感器
采用電阻應變式稱重傳感器,根據電阻應變 計原理,將4塊應變片分別貼在彈性梁上,組成全 橋平衡電路。電阻應變式稱重傳感器具有結構簡 單、使用方便、性能可靠穩定、易於實現測試過程 的自動化和多點同步測量等優點。
2.3調零電路
調零電路用以抵消傳感器的零點輸出和秤體 本身自重引起的傳感器輸岀信號。該電路如圖2所 示,由高穩定電阻、可變電位器和直流穩壓電源組 成調零電橋,並串接在傳感器輸出和放大器之間, 通過調節調零電橋內的可變電位器W|改變橋路 不平衡輸岀U”,使之和稱重傳感器空載輸岀電 壓Us大小相等,極性相反,則電子秤在空載時總 的輸出電壓U。為0
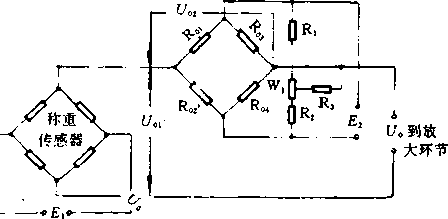
供橋電壓
圖2調零電路
2.4放大器
從稱重傳感器采集到的電壓信號是mV級, 而A/D轉換的輸入電壓要求0〜5 V,因此需要放 大環節。選用ICL7650高精度集成運算放大器,具 有輸入電流小、失調小、增益高等優點。
|
圖3放大電路 |
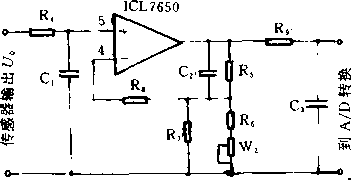 7650組成的放大電路如圖3所示,R,和G組 成輸入濾波,濾除一些高頻幹擾信號,R5、R'、Wz 和R,組成負反饋網絡,決定增益量。其中珞是可以由微動開關調節其阻值的一組電阻,它的阻值 變化範圍作為增益的粗調,Wz作為增益的細調。 G作為交流負反饋,用來抑製稱重信號以外的幹 擾信號。R9和C3組成輸岀濾波,去除7650的調製 尖鋒泄漏。
7650組成的放大電路如圖3所示,R,和G組 成輸入濾波,濾除一些高頻幹擾信號,R5、R'、Wz 和R,組成負反饋網絡,決定增益量。其中珞是可以由微動開關調節其阻值的一組電阻,它的阻值 變化範圍作為增益的粗調,Wz作為增益的細調。 G作為交流負反饋,用來抑製稱重信號以外的幹 擾信號。R9和C3組成輸岀濾波,去除7650的調製 尖鋒泄漏。
3軟件設計
在程序自動顯示測量重量的同時,必須對加 料和放料過程進行控製。此外,為了能隨時進行控 製狀態和參數設置,在顯示過程中通過撤鍵來實 現。主程序框圖如圖4所示,其自動程序流程框圖 如圖5所示。由於ICL7135的A/D轉換是自動進 行的,完成一次A/D轉換後,選通脈衝的產生和 8031的中斷開放是異步的,為了保證讀取數據的 完整性,隻對最高位D中斷請求作岀響應。低位數據的輸入采用程序查詢方式。中斷服務程序的 任務就是將A/D轉換的結果送到8155RAM的指 定單元中去,然後由主程序讀取其數據。
4結束語
研製的第一台全自動大米小包裝機工作試驗 表明,采用單片機智能控製器控製大米小包裝機 性能穩定,計量精度高,封口質量好,上帶準確,可 實現大米等顆粒狀物料塑料袋小包裝(不大於2 kg)的自動化,達到了設計目標,滿足用戶要求。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:鋁塑包裝機的研製與應用
- 下一篇:日本食品包裝機械發展新
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器