谘詢電話
ENGLISH0755-88840386高速半收縮包裝機的開發
發布時間:2020-07-17 14:11:14 |來源:網絡轉載
- 前言
某重工公司開發的半收縮包裝機的處 理能力為70箱/分,是能同瓦楞板紙箱包裝機 (M-70)組合的,從集成到包裝構成流水線的 高速機。
薄膜和托盤采用獨創的熱培化塗敷接 台'薄膜釆用小型切斷刃進行自動切斷1收 縮爐釆用遠紅外線陶瓷加熱器放射爐.是可 進行區域溫度控製的節能爐。
表1列出半收縮包裝形態和老包裝形態 的比較。半收縮包裝的外觀優良,輸送性 也好。
表2列出半收縮包裝工序和技術關鍵 點。主要工序有薄膜卷纏、薄膜和瓦楞板紙 托盤的接合、薄膜的切斷及熱收縮。以下, 是開發的關鍵要點:
<2)有不發生鬆弛的緊密的薄膜卷號 技術;
<3)薄膜和瓦楞板紙有異種材料的高速 接合技術和接合強度的可靠性;
(4)能連續地將薄膜和各托盤進行高精
雙1 包裝形態和特征
|
包裝名 標 |
包 裝 形 毒 |
包裝形布特點 |
|
瓦榜板紙律卷簡凸印包裝 |
作二^用瓦楞板紙箱包裝姓 料■梟jr普通的包裝 |
•不好承載,撤遷容易 •由於見不到商品,在紙殼上要印団 商品名符 |
|
全火墉包裝 |
用博虞全間包瘻瓦務 根紙托盤上的姓料・ |
•已成商品 •成本低 •撤送運輸操作時要注意下麵的薄膜 |
|
半與蝠包裝 |
(為本次開蟆機)在 瓦楞板紙托盤的妹髀 ■上麵BE養薄膜,芳 將薄膜和托盤結合的 於托童 技合共右獨 包裝 |
•由於見到離品,不必在托盤上印 刷 •由於下麵是瓦楞根紙,托盤搬送容 易 •成本低 |
衰2 半收縮包裝工序和技術關鍵點
|
|
飲耕罐 薄' 歐 |
美 處理能力:7。箱/分 打包杆° |
||
|
工 序 |
卷裝■膜 |
V膜和瓦榜板堪的堵會 |
毋膜切新 |
熱收編 |
|
枚術美It點 |
沒有鬆弛的卷纏技術 |
(H)不冋牯羿的貞速堵合 (d)碗保堵台強度 1 1 |
(B)能保證切斷 (b)切斷麵良好 |
(B)外運精良 (b)包裝產密 《口蔣耗降低 |
度地切離$
(5)開發的熱收縮妒熱效率高,能得到 外觀精良,收縮緊密的包裝。
3.1接合技術
在半收縮包裝時,必須使薄膜和瓦楞板 紙托盤緊密接合。表3列出新開發機的接合 表3 接合方 方法,瓦楞板紙托盤和薄膜接合的必要條件 及接合飄度試驗評價。采用熱熔接或脈衝培 接的剪切強度高,但是剝離強度低;熱熔化 法的剪切強度和剝離強度都高〉而超聲波陪 接和高頻熔接的加壓力大,因而使瓦楞板紙 發生變形,所以不宜使用。
法和接合強度
|
接合法名群 |
接合法方法和原理 |
並包拉伸強度 |
剝離強度 |
評 價 |
|
熱懐接 (熱板法) |
將內隆在flf封杆內的如熱器作為除 觀,對接合物進行加壓,通辻嗎傳導 進行加熱增合 |
2、Q〜2,3 (kgf*/mmz) |
(kgf/mm 勺 |
△ |
|
豚井裕接 |
裝在密封杆表麵的條狀加熱器在眸 冋通過大電虛,通過熱傳導進行加熱 培合 |
2.2—2.5 (kgf/mms) |
D、5〜丄6 (kgf/mni 勺 |
O |
|
熱籍 化 (帯潛液方式) |
使固毒粘合劑加熱矯化成滾體,用 高壓空,噴射到接合場上,熱後加壓 接合 1 |
>3,0 (kgf/mm2) |
2.2—2,5 (kgf/mma) |
® |
|
超聲波培接 |
將超聲波強力俺導至錯會部位,由 摩擦熱進行熱培化和加壓結台 |
隨著壓力的加大,瓦楞板紙產生變形 |
X |
|
|
高甄博接 |
在都壓狀奄下,施加高頻電壓,通 過高撅感應電的內熱進行樓合 |
同 上 |
X |
|
|
瓦榜板紙托盤 和•膜摟合的 必要條件 |
(a)瓦楞板紙托盤沒有變形 (b)必要的接合強度 甲,勢切拉伸強度t 2.0kgf/mms以上(薄膜母材強度的7成以上) 乙、剝離強度'l.Hkgf/mm。以上]瓦楞板場托盤表麵維托盤表麵紙的剝離強度D.2kgf/mm‘ 7偌以上) |
|||
據此判斷,從薄膜和瓦楞板紙托盤的接 合強度考慮,以選用熱熔化法最適宜。
3・2熱熔化接合技術
從熱熔化薄膜的收縮方向考慮,熱熔化 必須塗敷在托盤長度的兩邊。通常將托盤的 長度方向置於傳送帶的寬度上進行輸送。因 此,以往的塗敷方法如圖la所示,使托盤機 械到包裝機之間成90°回轉,將托盤的長度方 向作為塗敷時的行進方向,塗敷後再旋轉
90°,然後送入包裝機,構成“回轉塗敷法,
這個卷方法,因熱熔化噴槍到托盤塗敷 麵的噴射距離(L)短,所以釆用普通的技術 進行塗敷時,路線就長。另外,在高速運行 旋轉時,由於飲料麓可能自托盤飛出,所以 速度是有限製的,考慮以不使托盤旋轉危及 操作為條件,將升發速度控製在70箱/分。適 應這一條件的新的“直接塗敷法”的原理如圖 1 )所示.圖2示出直接塗敷法的程序.
|
圖1 熱址化潦敷法的比較(直接塗敷法不必進行回轉,有高速穩定的優點) |
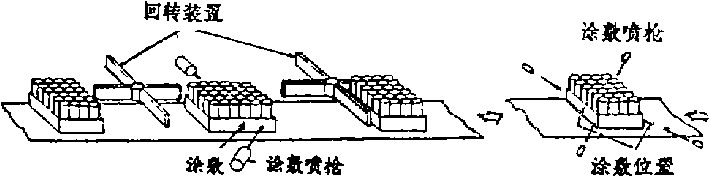
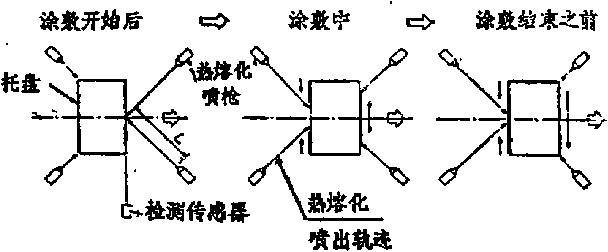
直接塗敷法是將4個無熔化噴槍,斜置 在托盤的行進方位,並和傳送帶同步行進, 將熱熔化液傾斜地從四角噴向托盤的前後兩 麵.在下流麵《前麵),行進的噴槍由托盤中 央向兩側麵塗敷,在上流麵〈後麵),噴槍則 由托盤兩端向中間塗敷。這樣,“直接塗敷 法”的噴射距離就增加。而且由於噴射距離可 變,也就改善了以前老方法的缺陷。下麵介 紹這些缺陷及其改善狀況,
(1)彎曲繩狀筋(條狀突起)的產生《因 噴射熱熔化糊液,其粘著軌跡與距離L有成 比例的變化,因而產生曲線的現象〉
圖3所示為熱熔化繩狀筋的彎曲量。其 大小與噴射初速度v及距離L有關.初速度 v大,繩狀筋的彎曲量就小=但是當塗敷麵 受到噴射壓力時,會發生熱熔化的飛濺現象. 反之,若初速度V小,繩狀筋的彎曲量大。 因此,對繩狀筋彎曲量小及外觀好的噴射條 件〈包括噴嘴直徑、噴射初速度)進行了探討。 圖3所示為初速度20—25 m/s時的一個噴射 實例,在L<30Omm時,繩狀筋彎曲量在 1mm以下,外觀形狀也良好。
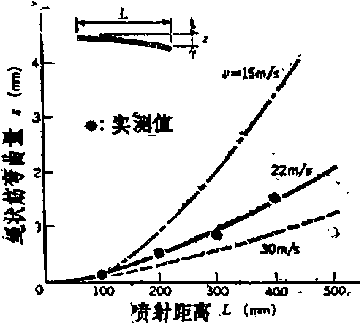
圖3 熱熔化繩狀筋的彎曲量 (恨如噴射隴離增大, 埋狀筋彎曲量也增大〉
<2)繩狀筋尖端的鉤現象(熱熔化尖端 下降構成的鉤狀現象)
圖4所示為鉤現象的調査結果。使用以 往的熱熔化噴槍時,隨著噴射距離的增大, 鉤量F也增大。使用經過改進後的噴槍,鉤 -:af很小,實用上沒有問題。由於這種改進 後的噴槍,其噴嘴的開用速度快,所以在噴 射開始時,閥部壓損是極小的。
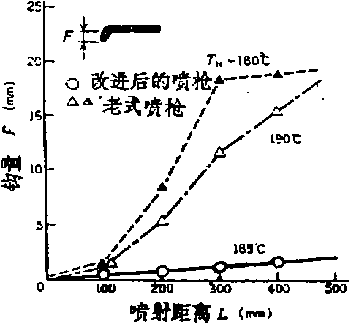
圖a 熱壕化繩狀筋尖端的釣現象 (通過使用高應答性的 噴槍能防止鉤現象)
(3)其它
通過改變塗敷肘熱唇化料漿的種類和劣 化度,驗證了新機的穩定性和實用性。
3.3薄膜切斷技術
用熱熔化法使薄膜和托盤接合後,還必 須進行切離,以往的切斷方法,常用的有如 下3種|
<1)將薄膜卷纏在托盤上,在運送杆內. 藏有閘刀式剪切機的切斷刃,通過切斷刃的 上下運動進行切斷,
(2) 在運送傳送帶的下方裝有凸輪,切 斷刃通過凸輪的運動進行切斷,
(3) 采用激光的切斷方法。
圖5所示是“小型切斷刃的自動切斷方 式二該方式的結構簡單,且切斷可靠。
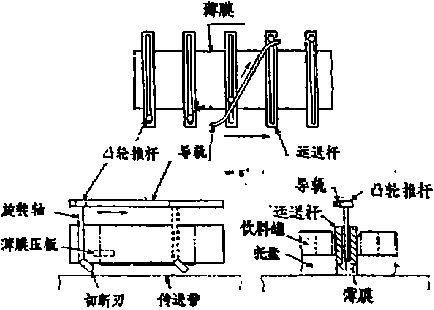
圖5 自動薄膜.切斷法(內藏在運 送杆內的切斷刃,通過導軌 在寬度方向自動切斷)
內就在各運送稈內的小型切斷刃用旋轉 軸和凸輪推稈連接,切斷時凸輪推杆和導軌 連接,隨著托盤的前逬.切斷刃在托盤的蜜 度方向自動行走,切斷薄膜。其後通過反轉 用導軌,使切斷刃回複到初期位置。另外, 在切斷開始時,由於薄膜的錯動,切斷麵容 易發生明顯的凹凸現象。因此,在運送稈上, 安裝了能自動開閉的薄膜壓板,以防止薄騰 的偏離。
釆用激光自動切斷時,切斷刃必須內藏 在各個運送杆內。所以要求刀刃小型,更換 容易,用小功率就能可靠切斷。
<1)切斷刃的選定
切斷刃要容易得到,操作費用要低,按 市售的鐵刀選定4種規格用於試驗,以評價 蜂利度和壽命。4種鐵刀是鋸齒刃(1.5mm 厚)1種,平刃<0.5~0.1 mm厚)3種。
切斷評價試驗證明,平刃鐵刀比鋸齒說 刀的效果好,所以選定平刃挽刀作切斷刃。
<2)切斷麵的直線性
假如運送杆卷纏的薄膜鬆弛,切斷麵的 凹凸量就大,外觀就差。假定薄膜卷纏時的 鬆弛度為B,那麽,切斷刃的安裝角度& 與切斷麵的直線性就有圖6所示的關係。
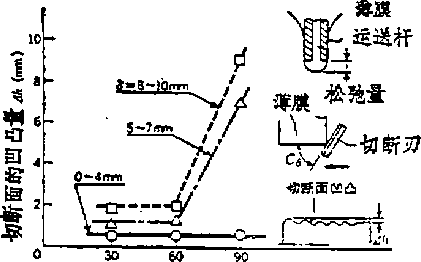
場斷刃安裝角Ce C)
圖6 切斷安裝南和切斷麵的直線性(如
C9 = 30°~60ot凹凸量在2mm以內)
 |
當切斷刃的安裝角度Ci, = 90°時,如鬆 弛度。大,說明切斷開始時薄膜的張力不 足,薄膜容易偏離,切斷麵產生大的凹凸。 隨著安裝角C,的減少,刀刃角趨小,在運 送杆上的切斷刃使壓緊薄膜的摩擦力增大, 抑製了薄膜的偏離。所以,即使薄膜的鬆弛 度6= 8—10 mm,切斷麵的凹凸量也在2 mm以內,切斷質量良好。
4.收縮技術
4.1薄膜的熱吸收特性
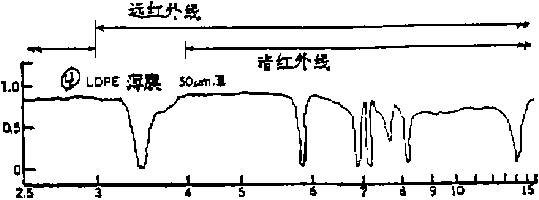
這次使用的薄膜是具有單向熱收縮的低 密度聚乙烯薄膜(LDPE材料,50nm厚)。
圖7所示為LDPE薄膜的熱吸收特性. 表達了波長和紫外線穿透率的關係。在波長 A = 3.5及k = 6〜8呻 的遠紅外線區域,穿透 率低,熱收縮特性優良。因此,選定遠紅外 線加熱器作為LDPE薄膜收縮加熱之用。
4.2加熱器的選定
圖8所示為遠紅外線加熱器的波長和放 射率的關係。當3種加熱器中的N型波長%》 2.5 nm以上時,其放射率高。圖7所示為 LDPE薄膜的熱吸收特性的匹配關係。
表4列出了 3種陶瓷加熱器和兩種遠紅 外線加熱器的功率密度,薄膜溫升率,薄膜 熱吸收率的數據。N型陶瓷 加熱器的薄膜溫升率比其它 陶瓷加熱器都高,功率密度 和耐熱性也都優良。
4.3收縮爐的製作 圖9所示是收縮爐的結 構。其特點如下:
(1)遠紅外線放射收縮 爐:采用遠紅外線陶瓷加熱 器配置在爐的兩側麵和頂麵 上,構成放射式收縮爐; 區域溫度調節,構成節能型的收縮妒,
(3)尺寸變換性:可按飲料罐的尺寸對加熱器進行最優配備。
圖10所示是高速半收縮包裝機(HS- 70)的外觀。表5中所列是主要的技術數據. 該機的試驗結果如下:
5.1開發機的試驗結果
圖U所示是開發機的結構及被包裝罐的 尺寸。在高速恒節距的傳送帶上進行熱熔化。
表4 收眉妨用琳熱器的選定
|
加熱爐的神英 |
功率密度 (W/cms) |
薄膜溫 升 率・ |
禪 鷹 吸收率 |
耐 熱 経 度 (V) |
# 征 |
評 ft |
|
肉瓷加熱器J |
1.63 O |
0.04 O |
0.2» O |
600 |
和案膜的領性優良 |
O |
|
向畫加熱審Y |
2.92 O |
0-02 O |
>0*23 O |
500 |
冋 上 |
X |
|
句瓷加熱器N |
3-69 ® |
0-15 ® |
>0.3 |
«00 |
和鶯膜的相性憂 良,耐熱性憂良 |
® |
|
配電盤加熱器T |
1.72 O |
0,02 X |
0.27 O |
450 |
浦熱性理 |
X |
|
衣英管加熱器 |
2.5 O |
0.04 o |
0-20 O |
500 |
容曷加鸛不均 |
△ |
*曲脫溫升率,轉膜吸&溫度上升/加熱審智入功率"C/mm/W:
- 圖12、圖13所示為薄膜的卷纏精 度。托盤左右方向的薄膜長度Lr, Ll>折 葉處的長度%,U, R2> L的尺寸誤差都 在土2 mm以內。另外,對切斷麵直線性有影 響的鬆弛度在3 mm以內,卷纏也緊密,
- 薄膜和托盤的接合強度高。即使用 70箱/分的高速處理時,接合強度也能滿足 JIS落下試驗的要求.
- 薄膜切斷不損傷刀刃,切斷麵的凹 凸誤差在1 mm以內,切斷質量優良。
5.2收縮試驗結果
用包裝機包封托盤時,在收縮爐內的收 縮效果如下:
(1)包裝外觀
薄膜嚴密地封住托盤的4麵,飲料罐的 包封也嚴密。由於包裝沒有開口部位,塵埃和蟲害不易侵入
〈2)包裝強度
通過下落試驗(JIS標準)測定包裝強度, 能充分滿足客戶的需要,沒有強度不足。
R方向苛浙長度R [mm>
S13卷焼輸度< 折葉長度)左右前 後的折葉長度離差在土2 mm 以內
高速半收縮包裝機(HS-70)現已順利投產。 這種高速半收縮機的特點是能見到箱內的內容物,外形美觀,高速穏定性強,能充分滿足客戶的需要。
- 上一篇:多功能卷材防鏽包裝機的研製實踐
- 下一篇:進口包裝機電子秤的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器