谘詢電話
ENGLISH0755-88840386全自動液體包裝機橫豎封自動穩壓試驗研究
發布時間:2020-07-16 13:47:27 |來源:網絡轉載
天津某機電公司生產 的全自動液體包裝機自動化程度 較高,但是,其橫豎封調壓為變壓器多抽頭粗 調和電位器手動微調,一旦遇到電網電壓波 動,如不及時調整,就會出現封合不牢,或者 不熱合,或者引起膠帶、四氣漆布在長時間髙 壓下被燒爛等現象,造成包裝材料和產品的 浪費,針對這種情況,有的廠家在橫豎封上分 別使用單相交流穩壓電源,也能達到理想的 效果。可是其調壓為有觸點調壓,碳刷易磨 損,安裝也很不方便,價格也較昂貴.鑒於這 些原因,我們利用機器上現有的可控矽控製 盒加以改製,同樣可以達到自動穩壓的目的。
S1交流穂壓電路圖
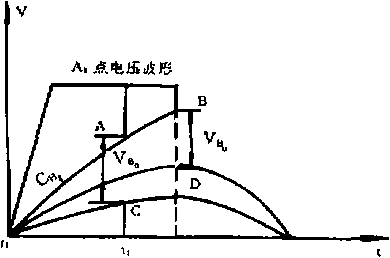
圖2橫封交流甫壓波形圖
圖1是以検封為例的交流穩壓電路圖。 圖中所增電阻、電容為了與原電路圖中的電 阻、電容相區別,分別用Rh、Ch表示。隱壓管 Dg'dzH穩定電壓均為40左右.且背拳背相 聯接«假如機器進入工作狀態,即HDK ,風、 HS均閉合,在交流電的正半周或負半周期 間均在Ao點建立起穩定的電位,並以此恒 定電位通過W/R%、Rz對C%充電,若以正半 周為例,其Ch*兩端的電壓波形如圖2Vch,所 示。R%兩端的電壓取自Rhi、R%相連接的成 點,並由R%、Rhs與R%形成分壓取得,如果 某一瞬間電壓變低,圖1中的C„點的電位假 如為圖2中的C點,這時充電曲線V形中的 A點與其對應的C點之間的電位差大於雙 向觸發二極管TS的轉折電壓V%.TS導通. 電容器C%放電,在A點對雙向可控矽K& 形成一次觸發過程。K&導通後,將觸發電路 短接。交流電壓過零,反相時便可控矽關斷, 觸發電路中的C%又開始充電,實現負半周 期導通。若另一時刻電網電壓變高,使Rh■兩 端的電壓升高時.C。點的電壓變為圖2中D 點,這時電容C®,兩端的電壓需達到B點才 能使Vbd之間電壓大於VHo,TS導通,又使 KS2導通,實現變壓器Be正半周導通和負半 周導通。由上麵分析可以得出,電網電壓升高 時,雙向可控矽導通角。減小,由Vq=/T/ 叔(1 —co*)知,平均電壓V。降低。電壓降 低時.導通角。增大,V。升高,從而使負載 (橫封變壓器BD兩端獲得穩定的有效值電 壓。
調整圖2中可變電阻Rh,,可以提高和 降低Rh,兩端電壓。當電網電壓一定時,Rh, 兩端電壓升高.可控徒導通角減小。Rh,兩端 電壓降低,可控矽導通角增大。可以實現穩壓 '範圍和精度的調整。
3. 1試驗方法
(1) 將改製的可控矽的控製盒,仍安裝在 原橫封控製盒安裝位置上,新增Rh.的引出 線通過聯接器接在橫封電源相線上。將調壓 變壓器的初級接電源側X”、N跆上,次極接橫 封變壓器控製盒側上。萬用表並聯接 於X“、N”數字萬用表並聯接於X”、 Xi。上。如圖3所示。
(2) 機器所用的膠帶層數為一層.塡料包 裝膜厚度為0.075mm.壓板閉合壓力合適° 開機檢査冷卻水是否正常。若正常,調整調壓 變壓器使萬用表指示值為220V.檢査橫封工 作是否正常,若不正常,調整電位器W,使橫 封熱合電壓處於最適值,即比較容易熱合和 分切.不致於因電源電壓過低或過高出現不 分切或封合不牢現象。
若電壓過低不易分切或分切電壓過高, 調節W無效,可調節Rg的大小或調整橫封 度壓器抽頭.最終得到橫封正常工作的合適 電壓。
(3) 調整調壓變壓器使萬用表V、指示 值分別為I70V.180V……240V,並在不同電 壓下維持1分鍾,即機器包裝40袋產品,觀 察記錄數字萬用表V2的讀數,檢査橫、豎封 封合質量.
(4) 改製前的電壓測試電路完全同於圖 3,其方法也基本相同。所不同的是為了防止 電壓升高時燒壞膠帶、四氟漆布,將橫封電熱 絲斷電,調整調壓變壓使電壓V,為220V,然 後調定電位器W.使機器橫封電壓表指示在 接近正常工作示值,電位器W阻值固定不 變.進行比較測試"
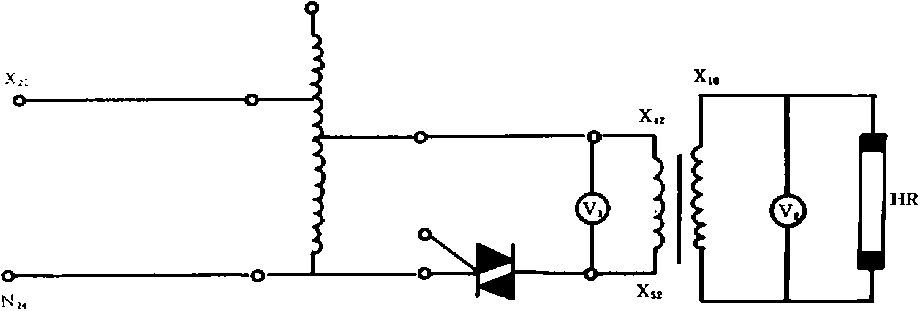
圖3穩壓實驗電路簡圖
3.2試驗結果及分析
試驗測試結果衰
|
|
170 |
1B0 |
190 |
200 |
210 |
220 |
230 |
240 |
|
改製後V/V) |
3- 4 |
3-4 |
3.5 |
3. 5 |
3-6 |
3.6 |
3.7 |
3. 6 |
|
改製前VJV) |
X |
X |
1. 4 |
2. 2 |
2.9 |
3-1 |
4.8 |
5.4 |
注:“X”表示電壓過低橫豎封不能正常工作.無意又,未測.
- 由上表記錄結果可以看出,改製後的 可控矽盒,電源電壓V每變化10V,輸出電 壓V2平均變化僅為0. 05V,電壓在170 ~ 240V範圍內與22OV時輸出電壓V2相比最 大變化為5.6%,產品合格率達100%.改製 前的可控矽盒,電源電壓V每變化1QV,輸 出電壓Vs平均變化0. 8V在190—240V範 圍內與22OV時電壓V?相比最大變化為 55%和74% ,電源電壓在22。〜230V之間能 正常工作;在220V以下,不調整電位器W, 橫封不能分切,從改製前後的可控矽控製盒 的試驗結果對比可以看出,改製後的可控矽 盒對電壓變化具有顯著抑製作用-而改製前 的可控矽盒對電壓變化具有促使V3變化的 作用。其原因是:當電壓升高時,由磯= X/T/tt - VCl-cosQ)知,一方麵可控矽導通角增大,導致V,增大;另一方麵電壓有效值 增大 > 也導致V2增大,這也正是其軼點.
本試驗設計的自動穩壓電路應用於 NBJ85—I全自動液體包裝機,根據試驗和實 際使用情況得出如下結論。
- 可以避免電網壓突然降低時,操作人 員又沒有注意到的情況下出現豎封不封或封 合不牢,橫封分切不斷或封合不好的現象I也 可以避免電壓突然升高時,豎封突起造成橫 封分切不斷,封合不牢的現象.
- 橫豎封在穩定的電壓下工作,即容易 保證封合質量的一致性,提高產品合格率I又 可以延長電熱絲、膠帶、四氣漆布的更換周 期。
- 可以減輕操作人員的勞動強度,機器 台數多時,可以減少操作人員。
- 改製簡單,基本不增加投資。
- 本試驗對於提高我國液體包裝機的 性能具有重要意義,對生產廠家進行機器的 性能改進具有重要的參考價值,同時也適合
於所有電熱合塑料封口機。
由於此種控製方式在交流電變化的 每個周期都占有可控矽較大的導通區,使輸 岀電壓V2偏低,建議生產廠家釆用橫豎封行 程開關常通,即不影響封合質量,又節省膠 帶、四氟漆布和電阻絲。或者改變橫豎封變壓 器匝數,即可節省變壓器繞線,又可以減小變 壓器體積,也能達到與原機封合相同的效果。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:自動連續包裝機商標定位控製係統
- 下一篇:卷煙包裝機控製電路時序分析和改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器