谘詢電話
ENGLISH0755-88840386中藥丸包裝機雙單片機智能控製係統
發布時間:2020-07-15 15:54:31 |來源:網絡轉載
中藥丸的蠟封包裝是中藥丸製作的最後一道工藝過程其工藝要求嚴格,操作過程複雜,采用人工包裝不僅費時費工效率很低,而且很難做到無菌操作。因此,釆用自動包裝機械完成中藥丸的包裝是一項勢在必行的工作。
主推進電機
中藥丸蠟封包裝工藝過程包括進蠟料、分段加溫、 製蠟帶、滅菌、製殼封裝、計量等步驟(參見圖1K機械 化完成這一工藝過程•對控製係統的具體要求是時①時 多點的溫度值{本例8路)進行測量、顯示,並對其中的 某些溫度點(本例4路)實行控製,誤差保證在士LC之 內狠2)步進電機要與主推進電機協調配合,以便產生均 勻厚度的蠟帶;③)對封裝好的蠟丸進行計量、統計,並 顯示結果:④對進料(包括藥丸和蠟料)進行監測,無料 報警卜⑤打印各路溫度設定值實際值和蠟丸統計結 果;⑥具有自動、手動切換功能,手動時仍需具有顯示、 打印報警等功能。
考慮到現場操作人員的操作習慣,在控製係統設計中,數字顯示的 設定盡可能采用直觀方式,如溫度設定采用拔盤,控製參數的修改采 用手動開關•因而各種參數的輸入量較多°我們釆用了雙單片機係統" 1雙單片機控製係統工作原 理
由兩片8031單片機構成的雙機係統如圖2所示,兩單片機並行 工作,單片機之間由鎖存器進行數 據緩衝、並行通訊•進行數據交換,單片機I是檢測單元,它對8 路溫度進行巡回檢測,測量值經過軟件數字濾波、標度變換後,成為實際溫度值。把這些 實際溫度值經鎖存器,依次送往單片機I ,同時,把各 種溫度值轉換成供顯示用的段碼,並把這些段碼經串 行口輸出•經串、並轉換•成為並行的段碼•驅動LED 顯示器顯示相應溫度值。對包好的蠟丸進行計數,完成 班次工作量統計°蠟丸經安裝在蠟丸經過路徑上的紅 外光電傳感器檢測,檢測信號送入單片機】的片內計 數器,即可完成蠟丸計數。對蠟料及藥丸的數量進行監 測、一旦發現蠟料或藥丸數量低於某一值時,進行報警 提示.蠟料及藥丸的檢測也采用紅外光電傳感器接有 一台麵板式安裝的微型打印機,並設有一個打印按鈕= 如操作者按下打印按鈕,單片機】首先査詢打印機狀 態•如打印機空閑,則向打印機輸岀數據•然後再査詢. 打印機空閑時則再次輸出數據,直到所有數據打印完 畢.
單片機O是一個控製單元,它接收單片機I 1專送 的8路溫度測量值,其中4路受控溫度值的設定由安 裝在麵板上的4組3位BCD碼撥盤完成。另外,通過 緩衝器接有6組8位手動開關,作為各種控製參數的 修正,如步進電機轉速調整量的修正等.單片機I的控 製對象有兩個,一個是4路溫度值的控製,還有一個是 步進電機轉速的控製。
圖Z雙單片機控製係統框圖
根據工藝要求,有4個控溫區域,即頊熱區、壻融 區、低溫區及擠壓-封裝區.每個區域有不同溫度設定 值=在控溫方式上自動控製時采用■'調功”方式,即控製 在一個控製周期內雙向可控矽導通的波頭數來達到控 溫目的=
控溫功率為,
P=§、Po (1)
Po---- 個周期內可控矽全導通控溫功率;
P----- 個周期內可控矽實際控溫功率,
N----- 個周期內全部波頭數,
n--------- 個周期內導通的波頭數.
手動控製時釆用雙向可控矽"調相”方式工作,即 通過改變雙向可控矽控製甫來達到控溫目的。手動控 製電路如圖3所示.
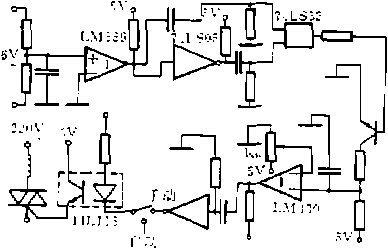
圖3手動溫控電路原理圖
圖3中的Rw為裝在機板上的帶有指針指示的多 圈電位器,調節Rw分壓點,使比較器B得到不同比較 電壓,比較器I的輸岀矩形波前沿在接近180。範圍內 移動,達到調相控溫目的,
步進電機用於完成蠟帶的製殼、藥丸的分丸及蠟 丸的擠壓封裝等工序。歩進電機轉速應與蠟帶擠出速 度相配合.以滿足工藝要求。步機電機驅動器輸入信號 為脈衝方式,脈衝寬度大於5微秒,每個昧衝對應電機 轉甫為0- 36。,當步進電機轉速為n時,對應驅動器輪 入信號頻率A為:
f — 71X 360
八 _60X360
周期T”為,
T»=y (3)
采用單片機I片內的T。作為定時器,將Tc定時 時間設定為Tn,當定時時間到產生定時中斷時,在 中斷程序中發出一個寛度為5餓秒的脈衝,即可使歩 進電機獲得頻率為/„的控製脈衝序列.
將T。設置為16位定時器,則有"
T——定時時間:
X—— 定時時間對應定時常數,
——係統時鍾頻率.
根據工藝要求,n = 20轉/分.將其代入(2)及(3), 可得"
,20X360 1000.u 、
兀=時頑=寸& 升=土 =高=°•海⑴ 將 丁 = 7> =。・ 12M 代入〔4) s
X = 2的一T" - ' =°- 003 X L2-1S
=62536 = F4 48 (H')
在實際工作中.考慮到電網電壓波動時推進電機 轉速有影響,影響蠟帶擠出速度,另外.蠟製供給速度 的變化也會影響蠟帶擠出速度。因而,如果步進電機轉 速不變,也就是製殼、蠟丸封裝速度不變,而蠟帶擠岀 速度有快有慢,就會岀現或者蠟帶擠出過慢被拉斷.或 者蠟帶擠出速度過快而重聲.因而,步進電機轉速必須 根據工況自動調整。歩進電機轉速的調整根據蠟帶狀 態來進行。在蠟帶的上方及下方各裝有一對紅外光電 發射、接收管,當蠟帶擠出速度與製殼、封裝蠟丸的速 度不適應,過快或過慢時,蠟帶下垂或拉直均會擋住紅 外光束,單片機I測到信號後,對T。定時常數值作相 應改變,即蠟帶擠出速度過快的To定時常數增加,步 進電機轉速加快I蜻帶擠出速度過慢時T。定時常數減 小,步進電機轉速減慢,即根據步進電機前次狀態與本 次狀態,來決定如何對步進電機轉速進行調整。我們用 X = “l”表示步進電機轉速過快.用X=“0”表示步進 電機轉速過慢,則
IF X,t = 1
其中,T為本次裝入的定時器常數;T,_,為前次裝 入的定時器常數為定時器常數增量.
當由於某種原因引起蠟帶擠岀速度改變,單片機 H能不斷采集信息、判斷後調整定時器常數.使歩進電 機不斷調整轉速,達到與蠟帶擠岀速度的協調配合、保 證係統的正常工作。
中藥丸包裝機蠟料的溫度控製是非常重要的。根 據工藝要求,在蠟料的擠壓、熔融、製帶過程中,必統嚴 格保證各點的溫度值在允許的範圍內,溫度過高或過
《電子技術應用》1996年第2期
低,均會影響製殼和包丸結果。蠟料的溫度控製具有三 個特點,一是蠟料加熱過程的慣性較大,二是各溫控點 之間存在耦合;三是蠟料速度並不能保證恒定,即溫控 對象具有時變性*
常規PID控製器由於算法簡單,有較好的穩定性 和可靠性,在工業過程控製中得到較廣泛應用,但對具 有大慣性和時變特性的對象,難以收到理想控製效果,
為了保證控溫精度,我們在仔細研究了常規PID 控製器參數對控製性能影響的基礎上,采用了 一種基 於知識的PID參數專家校正算法,該校正算法能根據 響應過程中誤差大小以及PID參數對係統性能影響 的知識實時在線調整PID參數,從而改善PID控製器 的動靜特性.並使之具有一定的魯棒性,提高對大慣 性、時變係統的適應性。
本文的帶參數專家校正算法的增量式數字PID 控製器輸出為:
△ j= Kpt (母一 土_])一K|B + Kdi〔勺一2為十角—2.) < 5.)
式中:
KpiKh'Km—i時刻的PID控製參數;
Kp, = Kp„ + a, ( Iei I J - Kpo — 0. 5^ai^0- 5
Ki1 = K[0 + a!C |es I ) > Kt —5具%<0-5
Ke* = Kdo + as<. |ej ) , Ku, — 0. 5^a;^0- 5 Kp^KmKm—傳統整定方法得出的一組PID 參數I
a,|e, I丿皿('e, I > q( |e」)-- PID參數按|e丨動
態校正係數。
本參數校正規師基於如下PID控製知識:
- |e較大時,控製器以提高係統動態響應速度為
主,e|較小時,以提高靜態精度為主. - Kp主要影響響應速度* Kp越大,響應越快,但 Kp太大會引起較大超調,產生振蕩。
- K『主要影響靜態精度,消除靜差,穩態時,K:越 太,靜態精度越高,但積分作用太強會使動態性能變 差*
匝Kn主要改善動態特性,增大Kd有利於加快係 統響應,使超調減小,穩定性增加'但係統對擾動的抑 製能力減弱•
依據以上PID控製知識,結合誤差ie這一特征 量,可總結出弓、8、皿校正係數校正規則:
規則1:調整氣,按仏丨由大到小,電逐浙減小,既 可提高動態響應速度,又不致影響靜態穩定性.
規則幻調整%,按lei由大到小皿逐漸增大,既 可保證靜態精度,又減小積分累計超調-
規則3:調整%,按|e|由大到小,逐漸減小,在不 影響穩態抗幹擾能力下,改善係統特性.
為便於計算機處理,將%、皿和七根據以上規則 做成係數表,經現場調試得到滿意效果後,存於存儲 區,使用時直接調用I係數表略。
采用PID參數專家校正算法後經現場使用表明, 確實改善了係統的動靜特性,提高了控溫精度。茱用常規PID算法時各溫度點超調一般在2*0左右,釆用 PID參數專家校正算法後,超調控製在IX?以內.達到 係統控溫精度要求.
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:運動物料對包裝機計量精度的影響
- 下一篇:自動連續包裝機商標定位控製係統
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器