谘詢電話
ENGLISH0755-88840386水泥包裝機微機自動控製
發布時間:2020-07-13 14:49:42 |來源:網絡轉載
針對固定包裝機存在的問題,本文進行了 固定式包裝機設計研究.包裝機結構如圖1所 示,由電機、輸灰裝置、袋架、微機控製係統,稱 重傳感器、插袋傳感器、壓袋氣缸、閘門氣缸、推 袋氣紅、收塵係統(圖中未畫出)等組成。采用微 機自動控製,實現壓袋、裝灰、稱量、卸袋等一係 列動作的自動化。
1儆機技統 Z.禰重憐感器 3,壓後氣釘
L推袋氣紅 5.袋架 6.輸料裝置 7.電機
主要設計技術指標為:
袋重合格率:ioo%(部標); 單包稱重精度:±400g; 十包平均稱重精度:±200幻
單嘴產量:15t/h;
工作方式:連續。
微機控製係統由單片機係統、稱重電路、插 袋檢測電路、輸出驅動電路等幾部分組成,其係 統結構如圖2所示。
囲2控製係統姑構
包裝機工作時,人工插入紙袋,微機經插袋 谘感器檢測到插袋信號後,發出壓袋、啟動電 機、卸料信號,閘門控製氣紅開啟卸料閘門,以 大K8凯发登录入口包裝,微機通過稱重傳感器進行包裝計 量,當計量達到90%時,微機發出信號,閘門控 製氣缸使卸料閘門關閉一半.以小K8凯发登录入口包裝.當 計量達到100%時,微機發出停止卸料、停電 機、鬆袋、卸袋信號,閘門控製氣缸關閉卸料閘 刀.壓袋氣範鬆開紙袋,推袋氣缸推動內袋架繞 外袋架旋轉,卸下滿袋,包裝機完成一個工作循 環。
開始卸料時.微機首先采樣稱重傳感器空
秤時的輸出信號(皮重),並清零,然後不停地進 行稱重采樣,並顯示瞬時重量,
3硬件設計
3.1單片機係統
單片機係統由8031單片機、程序存儲器和 鍵盤、顯示電路組成。係統擴展了一片 8217EEPROM .用於存儲係統監控程序、包裝 控製程序、係統設置參數和包裝計數.通過 8255芯片擴展了顯示、健盤電路,健盤設定係 統、選擇顯示瞬時重量和累計袋數。
3. 2稱重電路
稱重電路由稱重傳感器、信號放大電路、 A/D轉換電路三部分組成。
為保證包裝精度.本係統釆用BK-2A型高 精度測力稱重傳感器,該傳感器具有精度高,可 靠性好,使用壽命長等特點,非線性誤差可達 0. 03% ,量程0—100千克時對應輸岀直流電0 〜20mV。實踐表明,該傳感器可以滿足稱量精 度要求。
傳感器信號的放大采用2B31型信號調理 器,此器件體積小,價格低,漂移小(0. 5fxV/C “L”),噪聲低$1』—),共模抑製度高(最低為 140dB),線性度優良(最大為0. 0025%uL"), 130Vg的輸入保護能力,以及低通濾波器截止 頻率(2Hz~5KHz,衰減斜■率為60dB/十倍頻 程).放大倍數高(1-2000),輸出失調電平和電 橋激勵源等優良性能,很適合用作拉壓力傳感 器接口電路。
按設計指標中計量精度高、裝料速度快的 要求,A/D轉換電路選用12位快速A/D轉換 器AD574A.用8031的Pu查詢AD574的 STS轉換標誌*
插袋檢測采用UGN(S)3020T集成霍爾 開關傳感器.該傳感器具有靈敏可靠、體積小、 無觸點、無磨損、壽命長、功耗低、不怕灰塵、油 汙、濕熱等特點。插袋時帶動安裝在料嘴下麵的 磁鋼移動,當磁鋼和霍爾器件兩者靠近時,霍爾 器件上施加的磁感應強度增加、當磁場強度等 於或大於霍爾器件的磁場工作點時,霍爾器件 處於開態,輸出信號通過4N25光電隔離器件 與單片機的P心口連接:電路結構如圖3所示“ 由於一般霍爾器件的靈敏度不是很高、選用磁 力較強的磁鋼和低破鋼製成的磁力線集中器與 它配合,降低間隔距離要求.便於.安湊謁整,
S3播較檢測電路
L低碳鋼磁力雄集中器 2.霍不開關 3.磁鋼
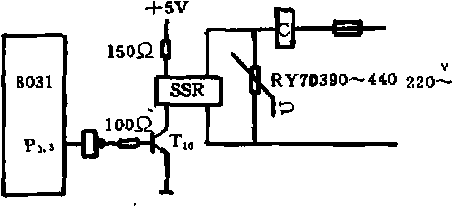
3. 4 電機控製電路
圖4電機控製電路
電'路采用固體卉關SSR進行光電隔離和 驅動,驅動電路如圖4所示.當Pi」= 0時,Tu 導通.SSR接通.接觸器KM得電,觸點閉合. 電機啟動.反之電機停止,為了電路更加安全可 靠.在固體開關輸出端加一個壓敏電阻RY7D. 其標稱電壓在390〜440之間均可,SSR應與 KM安裝在一起。
3.5 電磁閥驅動路
壓袋,閘門,推袋氣缸均用電磁換向配氣閥 控製.電磁閥用固體開關SSR光電隔離和驅 動.電路如圖5所示.當P1”(或時.
導通,SSR接通,電磁閥線圈C得電,電磁閥 動作,當=1時截止,SSR關斷,C失 電,電磁閥夏位。
95電破閥駆動電路 4軟件設計控製主程序框圖如圖6所示.
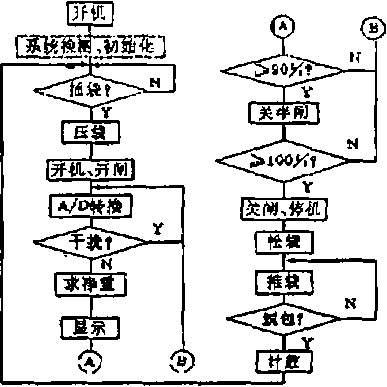
圖6程序框囹
包裝機包裝過程中,在稱重竹感器受力達 到設定值到卸料閘刀停止並完全關閉這段時 間.包裝機出灰嘴繼續出灰,造成每袋水泥實際 重量大於設定值.產生誤差,這個誤差稱為湧入 量。為了提高包裝精度,設計中采取了三點措 施:
5. 1提高釆樣頻率,使動態分辨力提高,采樣 頻率設定為12次./秒.
5.2當稱重達到90%時’使出料閘門關閉一 半,岀料能力由6kg/s下降到3kg/s ,對應12 次/s采樣頻率的動態分辨能力為0. 25kg(袋重 的0.5%),當稱重達到100%時,執行動作約延 遲0. 03s,增加誤差0.1kg,誤差累計為0. 3kg, 為50kg袋重的0. 65%O
5.3在設定時,對湧入量進行補償。根據袋重 目標值和湧入量確定袋重設定值。
試驗表明包裝計量精度達到設計指標要 求.
本文設計的水泥包裝微機自動控製係統- 實現機電一體化,簡化了包裝機結構.計量精度 高,'自動化程度高,操作簡便,降低了工人的勞 動強度,同時考慮了收塵問題,降低了環境汙染.家經貿委組織領導的%5”重點技術項目,日產4000噸熟料技術及裝備工程,其中 ;
t 的高效選粉機於1996年9月5日在山東建材機械廠通過工程竣工驗收,該項目是在原來 1 \ 引進的基礎上’繼續與日本小野田水泥株式會社簽訂合同,增加N-3500、N-4000、N-5000產品品種及新開發的技術等。為配合提高產品質量,同時從瑞典購買了部分焊接設備及機i t 具,從國內購買了動平衡機等機床.增建了新裝配車間,使該廠今後在0-Sepa選鬆機的產 f | 品性能和質量上有一個新的提高.
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:煙草包裝機械可靠性探討
- 下一篇:食品設備新型真空包裝機
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器