谘詢電話
ENGLISH0755-88840386稱重式包裝機粉料給料裝置的研究
發布時間:2020-07-13 14:33:05 |來源:網絡轉載
1引言
根據物料的不同,稱重式包裝機可以配用不 同型式的給料裝置向秤鬥內供料,對於流動性較 差的粉料,如麵粉、奶粉、洗衣粉等,一般多配用螺 旋給料裝置匚為保證包裝機稱量的精度和速度, 同時兼顧整機性能及製造成本,我們在設計包裝 機粉斟給料裝置時,對螺旋給料裝置進行了研究, 並在設計中采用了相應對策及改進措施,實踐證 明,效果良好,現將有關研究及設計情況簡介如 下。
根據包裝機對供料的精度和速度要求,螺旋 給料裝置設計成一大一小的雙螺旋形式,大螺旋 作粗供料用,小螺旋主要作精供料用,螺旋的啟停 由包裝機控製係統根據供料參數設置及稱重變化 按自適應方式自動調控。如圖J所示,螺旋給料裝 置的一個工作循環是:大小螺旋同時啟動,斜鬥中 的物料從給料裝置進料口落入螺旋內,由大小螺 旋同時沿水平方向向秤鬥供料,當秤鬥中物料量
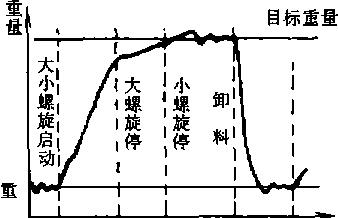
圖1工作循環圖時間達到稱重量的90%左右時,大螺旋停機,小螺旋 繼續供料,至目標重量時停機,稱量完成,秤鬥開 門卸料,卸料完畢關門,又開始下一個工作循環。
物料在螺旋給料裝置中沿料槽向前輸送,由 於物料本身的重力及對槽壁和螺旋麵的摩擦力作 用,受旋轉螺旋的影響,物料除去向卸料端推進的 軸向運動外,還具有徑向的圓周方向的運動。設 螺旋為標準的等螺距、等直徑、直母線螺旋,螺旋 麵升角、螺旋中充滿物料。以距離螺旋軸線T處 的物料顆粒A作為研究對象,進行運動分析,如 圖2所示。
3.1 螺旋麵的研究
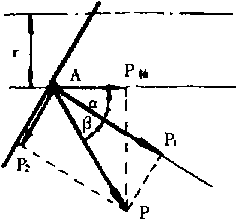
圖2運動分析圖
旋轉螺旋麵作用在物料A上的P力,由於摩 擦的原因,方向與螺旋麵法線偏離B角擇的大小 由物料對螺旋麵的摩擦角P及螺旋麵的表麵粗糙 程度決定,對於一般加工良好的螺旋麵,忽略其表
麵粗糙程度對3的影響,可認為歸丄.P可分解 為法向分力P,和切向分力物料A在P力作用 下,在料槽中進行著一種複合運動,即沿軸向前 進,又沿徑向旋轉。如圖3所示、即有軸向速度V, 又有圓周速度站,其合速度為Vo
設螺旋轉速為n,物料A的運動速度可由圖3
中三角形ABC關係求得:
Vcosp = ABsina
*/ AB = 2冗 r n/60
式中S一螺距。再代入前式,整理可得:
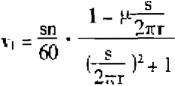
據此.可得出物料A在螺距不變時、軸向速 度q與圓周速度於隨半徑r而變化的曲線圖(圖 4)從圖4可見,%在半徑長度範圍內是變化的,因 此,物料在螺旋內的運移過程中要產生相對滑 動。rm線右邊的變化規律是:靠近螺旋軸的物料 的臣比遠離的大,而%卻比遠離的小;反之、遠離 螺旋軸的物料的V1大、乓小,這將造成內層物料 較快地繞軸轉動,較早地到達表麵,因而產生了 一 個附加的物料流,這不僅對物料輸送起了不良影 響,同時也增加了螺旋功率的消耗。
圖4曲線圖
針對上述問題,可通過將直母線螺旋麵改為 彎曲母線螺旋麵的措施解決,即將螺旋麵靠近螺 旋軸的升角設計為正a,而在靠近槽壁處的升角 設計為奐a,這可增加內層物料對外層物料的壓 力和摩擦力,迫使螺旋軸附近的附加物料流適當 減小,還可使外層物料對槽壁的壓力降低.減弱能 量消耗和軸向輸送速度的降低。但此措施的不足 之處是,螺旋製造較困難,增加加工成本= 3.2填充係數的研究
在料槽中.物料的填充係數P也影響輸送過 程和能量的消耗。當填充係數較小時,物料堆積 的高度較低,大部分物料靠近槽壁,因而具有較高 的軸向速度和較低的圓周速度,物料在輸送方向 上的運動要比圓周方向顯著得多,運動的滑移麵 幾乎平行於輸送方向,這時垂直於輸送方向的附 加物料流減弱,能量消耗降低.相反,當填充係數 較高時、物料運動的滑移麵很陡,其在圓周方向的 運動將比輸送方向的運動強、這將導致輸送速度 的降低和附加能量的消耗°可見,填充係數適當
取小值比較有利。
3.3 螺距的研究
螺距的大小也直接影響物料的輸送過程,如 果進料段填充係數不變,當螺距不同時,物料運動 的滑移麵亦隨之改變,將導致物料運動速度分布 的變化。
從圖2可得出物料A所受螺旋麵在軸向方向 的作用力P軸為:
P 軸=Pcos(a + P) = Pcos(a + P)
為使P軸A 0,則必須滿足a < ?r/2- P.因為 協=<1/2處的a最大(d為螺旋軸的直徑),P軸最 小,所以,最大許用螺距 歸可由下式求得:
冨冬血峭(兀/2- P)
此外,還應考慮物料運動速度各分量間的合 理分布問題,既要使物料具有盡可能大的軸向輸 送速度,同時,又要使各點的軸向速度均大於圓周 速度gWW、即:
,—+ pt 1 -
sn , 2混___ sn ______ 2nt
60 (產 F+1*60 (產 F+i
整理可得s< 27rrtg( tt/4- p),又因此處2r= D (在螺旋圓周處),故上式可寫為:
S丄 WHDtg(?r/4-p)
3.4設計對策
綜合分析螺旋麵、填充係數及螺距的影響可 見,將直母線螺旋麵改為彎曲母線螺旋麵的對策, 會造成製造困難,增加加工成本的問題、不宜釆 用°仍保持直母線螺旋麵不変,螺旋外徑不變,隻 改變螺距和填充係數的設計對策是比較可取的。 為此,決定根據物料狀況將螺旋設計成不等距螺 旋,以改善物料速度各分量間的分布狀況。先根 據前述公式計算出螺距的最大許用值S™,再根 據大填充係數取小螺距值,小填充係數取大螺距 值的原則逐段設計螺旋的螺距。
螺旋給料裝置進料口一般連接在料倉出口. 該處物料填充係數可高達0.8-0.9.即進料口段 的螺旋中基本上充滿了物料,為此,在這一段螺旋 的3/4長度上設計了小螺距,以減少附加物料流. 降低功率消耗。而在圓管段的螺旋,則參考最大 許用螺距設計大螺距、目的是減小填充係數,改善 物料運動狀況,見圖5C同時.也考慮到這樣設計 可防止物料壓實結塊,有利於均勻供料,保證稱量
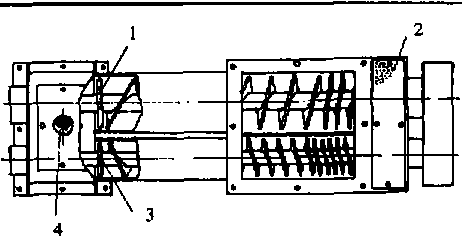
圖5機殼結構圖
1—鬆料附件2—透氣孔蓋板3—鬆料附件—網罩
精度。為便於加工製造和物料運動狀態的平穩過 渡、在小螺距和大螺距之間又設計了一個中間螺 距過渡段。實踐證明,以上設計是成功的,製造簡 單易行,加工成本與標準型摞旋相比也相差無幾, 使用情況良好。
螺旋給料裝置主要由三部分構成:大小螺旋、 機殼和傳動機構。
機殼分三段:進料口段、大小圓管段和出料口 段,兩端有安裝螺旋軸用的軸承座及有關支架。 為避免粉料在輸送過程中因粉中含氣而可能產生 的氣塞、氣泡現象,保證供料速度及均勻性,在進 料口段設計了一個排氣小段.即在螺旋進料段的 端部分隔出一小段空間.上麵蓋有含透氣孔的蓋 板2(見圖5),這一小段螺旋中無物料進入,專供 粉料中的夾帶氣體排放之用c出料口段的箱體上 部也開有透氣孔並罩上網罩4,以排除粉料輸送 及卸料時所含氣體。
為防止粉料結塊造成的供料不均勻或對秤鬥 的衝擊振動,在大小螺旋軸上還分別加裝了鬆料 附件1和3,該附件各為一組打爪.固定在大小螺 旋卸料端,可將螺旋輸送來的粉料打散,使之均勾 連續地撒入秤鬥中部,保證稱量精度C
大小螺旋分別采用兩組獨立的傳動係統,包 括電動機、減速裝置及有關構件等,電動機工作於 頻繁啟停狀態
- 從R的計算公式中可以看出,當fi、T」、n 一定的情況下,Kv越小,P;越小;Kv越大,月越 大C
- 當M、匸、G—定的情況下.我們對函數 P: = f(5)求導可以看出;1/K, < Y時,Pz = f{£)為 增函數越大,R越大;£越小舊越小° 1/K,> Y 時為減函數,£越大,R越小;fi越小, (上接第3頁)量,由稱重式包裝機總體設計要求 給定,大小螺旋按比例分配供料量,各參數確定後 再行驗算c大小螺旋的生產率Q大、Q*分別按下 式計算:
Q = *iy-旳砌 Sncy (t/h)
式中 L一供料量(t/h);中—填充係數; D 螺旋外徑(m); d 螺旋軸徑(m); S 螺 距(m); n 螺旋轉速(r/min); c 傾斜修正係 數;v—物料的堆積密度(kg/^lc
5.2螺旋直徑D大、D』、分別按下式計算:
DF'^ncy 伝)
5.3 螺旋功率巨大、% *其功率消耗在於克服物 料對槽壁和螺旋麵的摩擦阻力,克服軸承的摩擦 阻力,克服物料顆粒間的相互摩擦,以及螺旋外邊 緣與槽壁間物料擠壓等造成的附加阻力等,分別 按下式計算:
- 上一篇:包裝機械計量係統的微機控製
- 下一篇:煙草包裝機械可靠性探討
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器