谘詢電話
ENGLISH0755-88840386自動包裝機運動方案的創新設計
發布時間:2020-07-03 10:12:53 |來源:網絡轉載
方便針是在普通手縫針的基礎上為方便用戶使用而開發生產的一種新型手縫針,主要麵向國際市場。 目前生產廠家多以散針(未經包裝)的形式供貨。為了進一步提高產品的附加值和外觀形象,使其更好地與國際市場接軌,有必要設計生產一種方便針自動包裝機。但由於沒有類似的自動包裝機械可供參考,因此,其運動方案設計難度較大。為了解決這一難題,本文從功能分析入手,應用設計方法學和創造學的方法, 設計方便針自動包裝機的運動方案。
Levenberg - Marquardt優化算法訓練網絡時,網絡的迭代次數少,網絡的收斂速度快,且可得到較小的訓練誤差。
表2中列出了四組正常樣本和四組劇烈磨損樣本用來驗證網絡的識別效果。由表2可看出網絡均能正確識別(為AR模型的前十個自回歸係數, 犬為模型的殘差方差)。
表2神經網絡識別結果
|
|
正常狀態 |
劇烈磨損狀態 |
||||||
|
|
1 |
2 |
3 |
4 |
1 |
2 |
3 |
4 |
|
伊1 |
1.0000 |
0 |
0. 2086 |
0. 2358 |
0.1025 |
0. 5007 |
0.3678 |
0.1381 |
|
|
1.0000 |
0 |
0. 2092 |
0. 2363 |
0.1032 |
0. 2466 |
0. 3682 |
0.1388 |
|
呼3 |
1.0000 |
0.2400 |
0 |
0. 4199 |
0.3188 |
0.4277 |
0.5203 |
0. 3458 |
|
甲4 |
1.0000 |
0.2400 |
0 |
0.4200 |
0.3188 |
0. 4277 |
0.5204 |
0.4259 |
|
甲5 |
1.0000 |
0.2400 |
0 |
0.4200 |
0.6207 |
0.4277 |
0.5204 |
0.4259 |
|
06 |
1.0000 |
0. 3999 |
0 |
0.4200 |
0.6207 |
0.4277 |
0. 5204 |
0.4259 |
|
|
1.0000 |
0.4001 |
0 |
0.4202 |
0.6208 |
0.4279 |
0.3461 |
0.4261 |
|
|
1.0000 |
0.4003 |
0 |
0.3193 |
0.6209 |
0.4281 |
0. 3463 |
0.4257 |
|
伊9 |
0.3887 |
0.6445 |
0 |
0. 5140 |
1.0000 |
0.6892 |
0.5575 |
0.6847 |
|
甲10 |
0.3887 |
0. 6437 |
0 |
0.5139 |
1.0000 |
0.8337 |
0.5574 |
0. 6845 |
|
|
0 |
0.4166 |
0.4709 |
0. 2049 |
1.0000 |
0.7345 |
0. 2759 |
0.4839 |
|
輸出 |
0.9805 |
0.9825 |
0. 9804 |
0. 9796 |
0.0079 |
0.0090 |
0.0105 |
0.0110 |
—、設計要求
方便針的包裝采用如下形式:首先將6隻針插在包裝紙上,然後再將包裝紙裝入透明的塑料盒中。根據所確定的方便針包裝形式,對方便針自動包裝機提出以下具體要求:
- 要求方便針6隻為一組按照一定的順序排列後插入包裝紙中,每組分三個規格,長度分別為 36. 0mm、38. 0mm、42. Omtn;直徑均為 0. 76mm。 2.在方便針的包裝過程要求包裝機每分包裝60包共360隻方便針。 3.包裝紙的長為 70mm,寬為30mm,具體包裝形式如圖1所示。
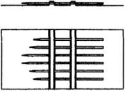
圖1方便針包裝形式
方便針自動包裝機主要完成將6隻方便針插入包裝紙中。由於將插好的包裝紙裝入包裝盒的動作比較 簡單,因此,可由人工完成,以便降低方便針自動包裝機的複雜程度和設計難度。
二、總功能分析及功能分解
根據設計要求可知,總功能就是把6隻針按照要求的順序排列並插入包裝紙中。通過對總功能的分析可知,其機械係統比較複雜,難以直接求得滿足總功能的係統解,所以把總功能分解成能直接求解的分功能(功能元)。這些分功能與機器所要完成的一係列相互獨立的工藝動作相對應,並用樹狀功能圖(見圖2)
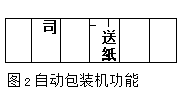
來描述。如圖2所示將總功 能分解為出料、排料、送料、 送紙、插針、切紙6個分功能。
包裝機工作過程如下:
- 首先將三種規格的方便針按規定的順序裝入料鬥的6個料倉內,工作時推料機構推動出料板將6隻針按一定順序推出料鬥, 如圖3a所XT。
- 兩組排料機構從兩b)排料工位順序圖3出料及排料順序側將針排成如圖3b所示的形狀。
3.送料機構開始工作將其送到插針工位,同時送紙機構將包裝紙送到插針工位。4.最後插針機構完成插針動作,同時切紙機構在切紙工位將插好6隻針的帶狀包裝紙按規定長度切斷。 插好6隻針的包裝紙在重力作用下沿滑道進入料箱。
三、運動方案設計
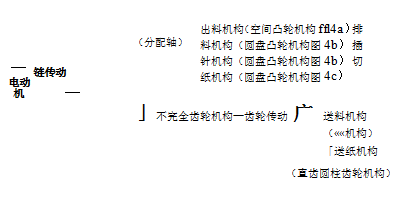
由於各分功能所對應的工藝動作彼此之間必須按照嚴格的工作時序進行工作,因此擬將主要執行機構設計成凸輪機構,即靠裝在同一個分配軸上的多個凸輪來準確控製各執行構件的運動,以實現相應的工藝在包裝機工作過程中,岀料、排料、插針、切紙4個工藝動作均為往複移動,實現上述工藝動作的各執行機構的原動件均為凸輪,同時考慮到包裝機的整體布局及結構設計要求,上述4個執行機構最終選定為不同類型的凸輪組合機構,將各凸輪的連續轉動轉化為不同方向的間歇往複移動。
按照設計要求送料及送紙動作應為單方向的間歇運動,在實現上述工藝動作的傳動機構中必須包含不完全齒輪機構或槽輪機構等間歇運動機構。考慮到與其它各執行機構的匹配、相互組合的關係以及結構設計要求等方麵的因素,最終選擇了不完全齒輪機構與其它齒輪機構、蝸輪蝸杆減速器、鏈傳動共同組成包裝機的傳動係統。根據方便針的形狀特點,送料動作的執行機構選擇了螺旋機構。送紙動作的執行機構選用帶有滾輪的直齒圓柱齒輪機構,靠相互壓緊的一對滾輪實現單方向的間歇送紙動作,同時完成在包裝紙上壓出兩道棱脊,為接下來的插針動作做好準備。
根據所設計的方便針自動包裝機要求性能良好、 結構簡單緊湊、工作平穩可靠、成本低的特點,最終確定方便針自動包裝機機械運動方案如下:
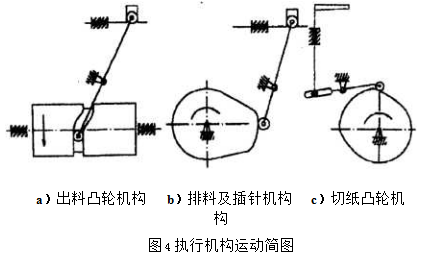
各執行機構的運動簡圖如圖4所示,其中兩組排料機構和插針機構由於執行構件的運動形式相同,因此均選用相同形式的凸輪機構,如圖4b所示,但構件尺寸和運動規律各不相同。
四、結論
- 將AR模型和神經網絡結合使用具有很好的實用性。
- AR模型最小二乘參數估計方法的前提是平穩信號,因此對所釆集的非平穩振動信號先進行差分處理,再進行AR建模,有一定的科學性。
- Levenberg-Marquardt優化算法訓練BP網絡收斂速度快,識別精度高。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:會外透明紙包裝機煙包轉向裝置的改進
- 下一篇:自動包裝機缺小包檢測改進研究
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器