谘詢電話
ENGLISH0755-88840386包裝機煙支模盒輸送帶裝置的改進
發布時間:2020-07-03 09:40:16 |來源:網絡轉載
軟盒包裝機組是中國煙草總公司從意大利某公司引進的卷煙包裝機組技術和機組改進後的 最新的“MICRO-II”電控係統專有技術,經消化、吸收、研製的國產 化新產品,是一種先進的卷煙中高速包裝機組,是目前我國軟盒 煙生產的主力機型。在實際使用中,軟盒包裝機有著設備 運行穩定、有效作業率高、操作簡單、維修方便等優點。但在設備 運行中發現煙支模盒皮帶斷裂破損現象頻繁出現,增加了設備停 機維修時間,影響了設備有效作業率的提高。如何延長模盒皮帶 使用壽命,提高設備有效作業率,是當前維修人員所需要探索解 決的重要任務。
1.存在問題
在實際運行中,軟盒包裝機煙支模盒同步帶經常岀現斷 裂破損現象,使煙支模盒的位置發生偏移,導致設備無法繼續正常運 行。故障一旦發生,由於該部位結構複雜,每次拆卸、更換、安裝以及調 整模盒輸送帶需要用時約6小時左右,維修設備的停機時間較長,維 修人員勞動強度大。皮帶頻繁斷裂破損,不僅使維修費用增加,而且嚴 重影響設備有效作業率的提高。
根據我司卷包車間包裝機組2012年8月至2013年3 月的設備維修記錄,對煙支模盒輸送帶故障及其更換情況進行統計, 具體如下表:
表1模盒輸送帶故障及更換情況統計表
|
模盒輸送帶斷裂破損 |
4次 |
|
輸送帶更換維修時間(總) |
約24小時 |
|
輸送帶最長使用壽命 |
80天 |
2.模盒輸送裝置的結構與煙支組成型及輸送的原理
2.1模盒輸送裝置的結構
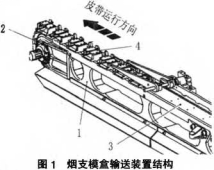
如圖1所示,煙支模盒輸送裝置主要由架1、帶輪2、輸送帶3、模 盒4等組成。
2.2煙支組成型及輸送的原理
煙支輸送裝置是煙支從煙庫到一號輪右側模盒內的輸送裝置,承 擔著把煙庫中的煙支整理為以7-6-7形式排列的20支一組的煙支並 完成煙支的檢測、輸送任務。煙支從通道中進入煙庫,為使煙支在煙庫 中排列整齊,煙庫後活動拍煙板周期性張開、關閉拍打煙支,使煙支整 齊排列。煙支通過攪動輻不停地攪動分別進入左、中、右三個下煙通道 中,並在下煙道底部按三個不同的高度排列。隨後,第一推進器將以 7-6-7形式排列的20支為一組的煙支推入到輸送帶上的模盒內,隨 動壓煙板將其整理並與模盒輸送帶同時向前運轉,途經煙支質量檢測 和廢煙剔除等工位後,由第二推進器將煙支組從模盒上推出進入一號 輪右側模盒內。具體位置結構見圖2。
![]()

1.拍煙板2.攪動輅3.下煙通通4.弟一推進器
5.模盒6.隨動壓煙板7.第二推進器8.一號輪
圖2煙支組成型及輸送組件
其中,煙支模盒輸送帶為同步齒形帶,皮帶上均勻地安裝了 40個 模盒。模盒安裝好之後,同步帶的齒形分布為2齒寬T齒窄一1齒 寬一4齒窄的結構,與其同步帶輪的齒形結構相吻合,從而使模盒輸 送帶平穩齧合。在同步帶輪的間隙運動驅動下,實現煙支模盒的間歇 式循環往複運動。
3.模盒輸送帶斷裂破損的原因分析
從故障現象進行分析,由於煙支在的整理、輸送、檢測或剔除過程 中,大量的煙沫會從煙支燃燒端切口處脫落進入皮帶運行通道,導致 模盒皮帶運行時,煙沫會通過皮帶邊緣與導軌之間的間隙,進入皮帶 運行通道。這時會發生以下兩種情況:
3.1主動帶輪煙沫堆積
大量的煙沫會在經過皮帶安裝架上的缺口時,靠自身重量自動落 下來,但由於靜電作用或煙沫濕度大等因素的影響,煙沫會吸附在皮 帶上,隨著皮帶的繼續運轉,煙沫經過主動帶輪時會進入帶輪輪槽。 (煙沫走向如圖3中的a走向)。
3.2從動帶輪煙沫堆積
由於缺口寬度比皮帶運行通道的寬度小,仍然有不少的煙沫從缺 口邊緣通過。這部分煙沫將會通過主動帶輪與皮帶導板之間的間隙直 接進入皮帶下通道麵,隨著皮帶繼續向前運轉,在皮帶與從動帶輪齧 合時煙沫就會進入從動帶輪齒槽。(煙沫走向如圖3中的b走向)。
圖3上通道煙沫走向
在設備運行一段時間以後,帶輪齒槽和皮帶齒槽上會產生煙沫的 堆積成的結塊。當堆積到達了一定的量時,同步帶輪與模盒輸送帶的 正常平穩齧合傳動就會被擠入的煙沫結塊所破壞,模盒輸送帶將會出 現不同程度的振動、跳躍。繼而會造成安裝在模盒輸送帶兩側的煙支 檢測係統無法完成正常的煙支質量檢測工作,在線產品質量無法得到 有效保證。同時,跳躍、振動的輸送帶加劇了其頂端與導軌的摩擦,摩 擦力始終作用於輸送帶上的某一振動、跳躍點,致使輸送帶磨損老化加快,導致輸送帶的斷裂破損。嚴重時還可能導致不合格煙組剔除杆,、 模盒及煙組第二推進器的損壞等故障,影響設備的正常運轉。
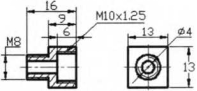
圖6吹風噴嘴零件圖

4.改進方案
找到了皮帶斷裂的原因,我們決定通過設備改造的方法,減少姻 沫在皮帶通道的殘留,避免皮帶堵塞或跳齒等現象的發生,以達到延 長模盒皮帶使用壽命的目的。
4.1方案一:消除皮帶與導軌之間的間隙
我們知道煙沫進入皮帶通道吸附在輸送帶的齒麵上,主要是因為 皮帶導軌與皮帶之間有間隙,試設想將消除皮帶與導軌的間隙,這樣 就可以將煙沫與皮帶運行通道進行隔離。避免煙沫在帶輪齒槽或皮帶 齒槽上堆積。
這種方法,雖然在理論上能夠將煙沫與皮帶通道進行隔離,避免 煙沫堵塞皮帶,但要在皮帶的整個運行通道消除皮帶與導軌之間的間 隙,實施難度大,且會增大皮帶運行阻力,繼而增加了皮帶斷裂破損的 風險。不是最佳解決問題的方案。
4.2方案二:加裝負壓吸風裝置
煙沫進入皮帶通道後,會吸吸附在帶齒或通道上,試設想在皮帶 安裝架上通道的缺口處安裝負壓吸風口,便可對經過缺口的煙沫吸 走,避免煙沫進入帶輪齒槽形成堆積,延長皮帶的使用壽命。如果采用 這種方法,負壓吸風弱時,不能徹底吸走皮帶上殘留煙沫;負壓吸風強 時,能比較徹底地吸走煙沫,但會增加皮帶運行阻力,也會增加皮帶斷 裂破損的風險。缺口處,空間小不利於吸風口安裝,且吸風管易堵塞, 後期維護工作量大。不是最佳解決問題的方案。
4.3方案三:加裝正壓吹風裝置
根據皮帶安裝架的結構,利用皮帶與導軌之間的間隙,試想,在架 上安裝正壓吹風裝置對皮帶齒形麵或帶輪進行清潔,使煙沫在通道缺 口處或皮帶與導軌之間的間隙處順利落下,減少煙沫的殘留,使皮帶 與帶輪保持清潔和良好的齧合狀態,達到延長皮帶使用壽命的目的。
經過對以上三個方案的分析、比較及綜合各方麵的因素,方案三 雖然會增加一定的噪音,但改造過程簡單,投入成本小,經濟性好,後 期維護方便,而且穩定性更好,因而確定是較為可行的方案。
5.輸送帶吹風裝置的設計與安裝調試
5.1皮帶吹風裝置的設計
根據模盒皮帶輸送裝置的結構及工作原理,通過觀察該噴嘴在設 備上的安裝位置,並綜合考慮了氣管的布局以不影響設備的美觀為主 的原則下,把噴嘴設計在皮帶安裝架內側。為了使吹風清潔效果達到 較好的狀態,我們將吹風口位置設置在A、B、C三個位置,在架上位置見圖4。
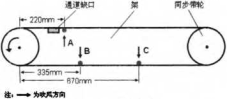
圖4吹風口位置
其中,吹風口 A的作用是對上通道和皮帶的清潔,使煙沫能順利 地從通道缺口處落下,以免殘留煙沫進入到主動帶輪齒槽處,加工簡 圖見圖5。吹風口 B、C的作用是利用皮帶與下通道之間的間隙,通過 兩次吹風將皮帶上殘留的煙沫徹底清除,使從動帶輪保持清潔。
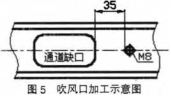
由於皮帶齒槽寬度為7mm,為了提高壓縮空氣的清潔效果,將噴 嘴內孔直徑設為4mm,與其接管螺紋接頭的基孔相連通,螺紋孔設計 為MlOxl.25的細牙螺紋孔。吹風嘴的零件圖如圖6所示。
5.2安裝調試
2013年4月在卷包車間A6#機組上進行安裝調試,首先將噴嘴安裝在皮帶安裝架上,並在噴嘴上接上氣管接頭為6mm,且螺紋接頭為MlOxl.25的管螺紋氣管接頭。再從機組壓縮空氣氣源(壓力範圍 0.5~0.8MPa)引出一路壓縮空氣經空氣過濾器、減壓閥、節流閥後用兩 個6mm的三通分成三路,分別與噴嘴A、B、C處的螺紋氣管接頭相連 接便完成所有的安裝。為了節約氣源吹風,可根據實際需要通過調節節流閥控製風量大小,實現清潔皮帶及通道的目的。其氣路原理圖如 圖7所示,安裝好後的實物圖入圖8所示:

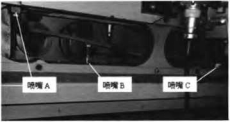
噴嘴A噴嘴B噴嘴C
圖8安裝後的實物圖
- 使用效果 對A6#包裝機的煙支模盒輸送帶使用情況進行跟蹤調査,與改造前的情況進行對比,具體見表2。表2改造前後模盒輸送帶使用情況對表
|
改造前(2012年8月~2013年3月 |
改造後(2013年4月-2014年2月) |
||
|
輸送帶斷裂破損 |
4次 |
輸送帶斷裂破損 |
。 |
|
輸送帶更換維修時間 |
24小時 |
輸送帶更換維修時間 |
0 |
|
輸送帶最長使用壽命 |
80天 |
輸送帶使用壽命 |
300天 |
一從表2的數塡分析,改造後煙支模盒輸送帶屜甬300天爲禹長帶狀態未見異常,因此輸送帶停機更換維修的時間為零。
- 結語
通過對模盒輸送帶裝置的改進,有效地延長了模盒皮帶的使用 壽命,提高了設備的有效作業率,可見我們的改造是合理的也是成功的。該項目投入成本少、實施簡單、效果明顯具有一定的推廣價值。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:軟盒包裝機鋁箔紙鋼印設置改進中
- 下一篇: 透明的紙包裝機檢測裝置的應用中的分析
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器