谘詢電話
ENGLISH0755-88840386滌綸長絲智能化包裝倉儲流水線簡述
發布時間:2020-07-02 09:09:29 |來源:網絡轉載
在以工廠智能化為目標的第四次工業革命大潮中,對於各生產企業來說,抓住“ 機器換人” 機遇和實現工業化、信息化、智能化的“ 三化融合” 已成為發展的關鍵。 尤其,當前國內化纖紡織業的轉型升級過程中,化纖企業要保持自己的市場競爭力,必須依靠科技力量,解放勞動力,降低生產成本,跨越發展瓶頸,提升發展品質[1] 。
在傳統的滌綸長絲生產過程中,自落絲、絲餅運輸、包裝至倉儲管理的全流程作業需要由大量的人力完成,不僅存在人員安全隱患問題,而且,其產品防護問題始終困擾著許多化纖企業,如因碰毛、混批、成品包鏟破等人為問題導致的產品品質投訴頻發,產品得不到下遊客戶的認可,甚至無法進入高端市場。 桐昆集團作為化纖行業的巨頭,在實現“ 機器換人”、智能製造方麵再次走在了行業的前列,公司恒邦項目投資近 1 億建成了由自動落筒 - - 包裝係統( Automated Doffing and Packaging System,簡稱 ADPS)、自動化立體庫倉儲係統( Automated Storage / Retrieval System,簡稱 AS / RS) 組成的滌綸長絲柔性化智能包裝倉儲流水線( 簡稱智能化流水線),實現了全流程無人工觸碰絲餅的智能化過程,為降低生產成本、提高產品品質提供了保障。
線實現了自動化生產線集成,配備大量傳感器。
[3] 和無線射頻係統( 簡稱 RFID) 進行信息檢測、目標識別和數據交換,運用人機交互技術[4] 使智能設備更自然地與人類反應及處理過程同步,采用工業以太網和 SQL SERVER 數 據 庫, 結 合 工 業 軟 件 與PLC[5-6] 組成控製係統。 在作業過程中,由控製係統指揮自動化落筒機、機器人、自動化堆垛機、自動化輸送機等智能化設備完成相關作業任務,從而實現流水線的自動化、信息化、互聯化和智能化。
本項目為一套 900 t / d 的滌綸 POY 長絲生產裝置,共 12 條生產線,ADPS 由意大利某公司設計並指導安裝,設計日包裝產量為 1 096 t。
ADPS 由自動落筒、自動外檢稱重、絲餅自動運輸和自動包裝 4 個區域組成,真正實現了自動化落筒、自動化包裝的一體化。 各區除配備相關自動化機械設備以外,還包括Siemens S7 係 PLC、工業軟件和數據係統等,其控製係統以 PLC 為控製中心,PC電腦經以太網與 PLC 進行連接通信,共同完成對電機、變頻器、接觸器等設備的控製,同時也可通過人機界麵與設備進行信息交互。
1.智能化流水線簡介及流程
1. 1 流水線簡介
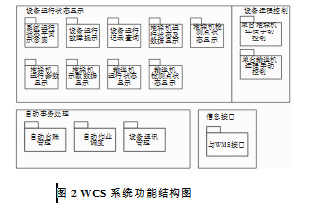
滌綸長絲智能化包裝倉儲流水線是結合了機械、信息和電子 3 種技術的綜合高技術產品,由動力係統、電動係統、機械結構、計算機控製、傳感器技術和執行元器件六大部分組成[2] 。 整個智能化流水立體倉庫係統、往複式穿梭車係統、自動化堆垛機係統、自動化輸送機係統、入出庫托盤輸送係統和計算機集成化物流管理係統等組成,可自動完成入庫、單雙出庫、盤庫、搬庫、指定點、指定入庫和指定出庫等多種作業任務[11-12] 。 AS / RS 中的各移動設備通過各自獨立的 PLC 進行控製並各自完成功能,地麵設備采用集成工業以太網 PROFINET 現場總線結構完成分布式控製;AS / RS 的計算機管理及監控係統由倉庫管理信息係統( 簡稱 WMS) 和自動化立體庫監控係統( 簡稱 WCS) 兩大係統組成,其中 WMS 對物流傳輸過程實施全程快速的信息跟蹤和信息反饋, 並與上級 ERP 信息係統連接,以保證係統信息的實時性和準確性;WCS,一方麵具有添加、優化作業任務和指揮自動堆垛機等設備作業順序的功能,另一方麵 WCS 的所有人機交互指令都會反饋給 WMS,再由 WMS 生成作業任務列表, 以便於人員操作。WMS 的軟件結構如圖 1 所示,WCS 的係統功能結構如圖 2 所示。
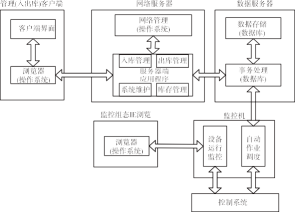 圖 1 WMS 軟件結構示意圖
圖 1 WMS 軟件結構示意圖
- 2 智能化流程
智能化流水線的 ADPS 由1 個自動落絲區、1 個外檢區、2 個中間暫存區、2 套打包係統組成,待成品包打包完成後選擇棧道進入 AS / RS。
AS / RS 智能流水線主要由自動絡筒機落絲、絲餅存至吊車、吊車自動化運輸、自動稱重貼標、吊車中間儲存、機器人抓絲至包裝流水線、自動套袋及堆垛,根據產品批號選擇棧道、自動輸送、自動堆垛機接絲入庫、成品絲選擇區域存放及出庫等流程組成。在以上智能化流程中,全程實現無人工觸碰絲餅,隻需通過人機界麵輕鬆地控製開關,即可實現以上所有作業任務的自動化操作與控製,產品精度 0. 2 級, 避開了傳統生產中靠老師傅的“ 感覺” 進行控製的局麵,真正實現了化纖生產線的自動化與物流智能化的結合。
1.3智能化流水線運行效果分析
該智能化包裝倉儲流水線自正常運行 4 個月以來,運行情況良好,已基本達到穩定狀態。 現就本智能化流水線的運行、效益情況與同廠區的另一套半自動包裝倉儲生產線( 簡稱半自動生產線) 進行對比分析。 需要說明的是,半自動生產線的生產產量為 850 t / d,2 套生產線均采用意大利某公司的自動化落筒、包裝係統設備,但該半自動生產線由人工完成貼標簽、質檢、計量、搬絲、拉絲和記賬等作業任務,完成打包後成品包被存入普通倉庫,出入庫需人工駕駛鏟車完成。 2 生產線的運行、效益情況對比分析具體如下。
2.1 人力成本
與半自動化生產線相比,包括落絲工、拉絲工、計量員、質檢員、打包工、搬絲工、鏟車工、庫管人員等在內的用工情況,智能化流水線預計可減員 103 人,若以平均每年 5 萬元/ 人的工資水平,每年可節省用工成本 515 萬元。
2. 2 土地使用量
智能化流水線 AS / RS 的庫容量 1. 1 萬 t,其長、寬、高約為 100 m、60 m、24 m 左右,占地麵積為 6 000 m2 ,而同庫容量的普通倉庫則至少需要 14 000 m2 以上,因此節約了 8 000 m2 的空間。 故立體庫的建成,大大節約了土地使用量,實現了“ 向高度要空間” 的願望,達到了節省項目用地購置費、土建費及賦稅的目的。
2. 3 作業效率
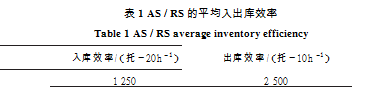
智能化流水線設計的優勢之一在於其極大提高了作業效率, 主要體現在以下 2 個方麵: 絲餅的自動化輸送避開了許多不可控的人為因素; 另一方麵, 經過對生產數據的統計分析可知, 智能化立體庫的平均入庫耗時可節約 1 / 3 , 平均出庫耗時可節約 1 / 2 。 AS / RS 的平均入出庫效率見表
2. 4 客戶反饋情況
該智能化流水線自正常運行 4 個月以來,暫未收到因落筒、包裝和倉儲問題產生的產品品質投訴, 下遊客戶反饋良好,而對於半自動化生產線來說,由上述原因導致的產品品質投訴平均每月約 5 起,因此智能化流水線有效提高了產品的包裝品質。
2. 5 設備費用投入
該智能化流水線減少了鏟車、絲車等設備的投入量,這不僅減少了設備及備品備件的投入費用及其維護保養費用,而且使裝卸成本降低。行 4 個月的生產情況可知,該智能化流水線的建成,大大節約了項目土地使用量,降低了人力成本和設備投入費用,顯著提高了流水線的運行效率和產品包裝品質, 真正做到了產品倉儲“ 先進先出、後進後出” 的管理要求,下遊客戶反饋良好,經濟效益提升顯著。
2. 6 其他
該立體庫的全部作業由計算機控製的機電一體化實現,存取產品真正滿足了 “ 先進先出、後到後出” 的要求,而這一點是普通倉庫因諸多人為因素而無法真正實現的。
3.結語
本滌綸長絲智能化包裝倉儲流水線, 實現了自卷繞落絲、包裝至產品出庫全程無人工觸碰的自動化、智能化和管理流程的信息化。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:自動化在包裝機械中的運用
- 下一篇:粉粒及塊狀物料包裝流水線自動封口機設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器