谘詢電話
ENGLISH0755-88840386軟盒自動包裝機鋁箔紙到位基準裝置的改進
發布時間:2020-06-30 09:28:53 |來源:網絡轉載
 原理分析
原理分析
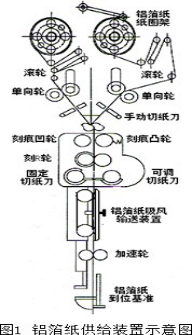
由圖 1 可見,供給裝置上的鋁箔紙經一組導紙輥導引,進入單相輪和滾輪中間。鋁箔紙下落到刻痕輪處時,使鋁箔紙上留有 2 條刻痕。刻 R 輪的任務是將鋁箔紙中間部位壓出兩道 R 小圓弧。刻 R 輪和刻痕輪的作用都是使鋁箔紙挺括、長度方向不彎曲和打皺,保證每次切割長度等值,包裝時定位精確,折邊可靠。鋁箔紙經刻痕輪和刻 R 輪傳送至切紙刀處,固定切紙刀轉速是可調切紙刀的一倍,且兩把切紙刀都與軸線有小夾角,切割時兩把切紙刀速度差可較輕鬆地將鋁箔紙切割斷開。被切割成定長的鋁箔紙經鋁箔紙吸風輸送裝置傳送到加速輪處,這時由於後者加速輪速度比前者的速度快, 因而加速輪的另一作用是能使鋁箔紙快速到達鋁箔紙到位基準,在此處等待一號輪輸送來的煙支組經過成型套 口,共同推入鋁箔紙包裝成形二號輪的盒模, 進人煙包鋁箔紙的折疊過程。
- 原因分析:
生產過程中,被切割成定長的鋁箔紙經鋁箔紙吸風輸送裝置傳送到加速輪處,在加速輪的帶動下鋁箔紙快速到達定位位基準機構,在此處等待輸送來的煙支組經過成型套口,共同推入鋁箔紙包裝成形的盒模,進入煙包鋁箔紙的折疊過程。而鋁箔紙由於隻是單麵覆蓋鋁箔, 在環境的影響下,鋁箔紙很容易出現豎向卷曲, 卷曲的鋁箔紙在通過現有的鋁箔紙到位基準裝置進行煙包鋁箔紙折疊的過程中很容易引起煙包前端折疊不良現象。
- 具體實施
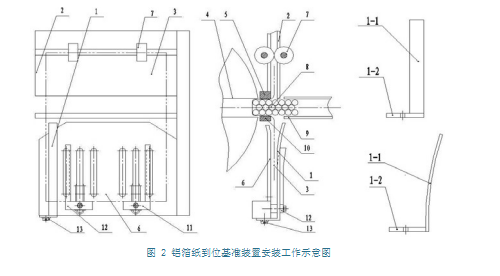
如圖 2 所示鋁箔紙到位基準裝置,盒模 4 進口端的兩側對稱設置有上導板 2 和下導板 6, 盒模 4 與上導板 2 連接處固定設置有上成型套口 5,盒模 4 與下導板 6 連接處固定設置有下成型套口 10,上成型套口 5 和下成型套口 10 對稱設置,上導板 2 上設置有用於傳送鋁箔紙 3 的加速輪 7,下導板 2 上設置有用於鋁箔紙 3 定位的定位基準機構,定位基準機構包括左右對稱設置的左定位基準機構 12 和右定位基準機構11,左定位基準機構 12 和右定位基準機構 11
均與下導板 6 固定連接;定位基準機構的左側固定設置有鋁箔紙導板 1,鋁箔紙導板 1 和煙包前端處於所述定位基準機構的同一側,鋁箔紙導板 1 包括固定板 1-2 和弧形導板 1-1,固定板1-2 和弧形導板 1-1 的下端固定連接;弧形導板1-1 的下端與下導板 6 接觸,弧形導板 1-1 的上端與下導板 6 之間設置有間距;固定板 1-2 與下導板 6 通過螺栓 13 固定連接,便於安裝和更換鋁箔紙導板 1。
 被切割成定長的鋁箔紙 3 經鋁箔紙吸風輸送裝置傳送到加速輪 7 處,在加速輪 7的帶動下鋁箔紙 3 快速到達鋁箔紙到左定位基準機構 12 和右定位基準機構 11,鋁箔紙 3 停留在定位基準機構時,鋁箔紙 3 的下端位於弧形導板 1-1 的下端與下導板 6 接觸的位置處,由於弧形導板 1-1 的弧形形狀,弧形導板 1-1 會對鋁箔紙有一定的壓緊力。進入煙包鋁箔紙的折疊過程,從輸送通道 9 輸送來的煙支組 8 經過上成型套口 5 和下成型套口 10,在推板的推動下煙支組 8 進入盒模 4,同時帶動鋁箔紙 3 一起進入,此時鋁箔紙導板1 給予鋁箔紙3 左側(即鋁箔紙煙包的前端)反向力,阻止豎向卷曲的鋁箔紙 3 向內卷曲,解決小盒鋁箔紙煙包在折疊的過程容易引起煙包前端折疊不良現象。
被切割成定長的鋁箔紙 3 經鋁箔紙吸風輸送裝置傳送到加速輪 7 處,在加速輪 7的帶動下鋁箔紙 3 快速到達鋁箔紙到左定位基準機構 12 和右定位基準機構 11,鋁箔紙 3 停留在定位基準機構時,鋁箔紙 3 的下端位於弧形導板 1-1 的下端與下導板 6 接觸的位置處,由於弧形導板 1-1 的弧形形狀,弧形導板 1-1 會對鋁箔紙有一定的壓緊力。進入煙包鋁箔紙的折疊過程,從輸送通道 9 輸送來的煙支組 8 經過上成型套口 5 和下成型套口 10,在推板的推動下煙支組 8 進入盒模 4,同時帶動鋁箔紙 3 一起進入,此時鋁箔紙導板1 給予鋁箔紙3 左側(即鋁箔紙煙包的前端)反向力,阻止豎向卷曲的鋁箔紙 3 向內卷曲,解決小盒鋁箔紙煙包在折疊的過程容易引起煙包前端折疊不良現象。
- 效果分析
通過一段時間的使用觀察,軟盒包裝機鋁箔紙到位基準裝置結構合理,簡單、易於維修,解決鋁箔紙出現豎向卷曲時,小盒鋁箔紙煙包在折疊的過程容易引起前端折疊不良現象。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:碳酸氫鉉定量包裝機的運用
- 下一篇:自動包裝機商標紙橫向推送器的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器