谘詢電話
ENGLISH0755-88840386超細碳酸鈣包裝機軟硬件改造
發布時間:2020-06-29 10:43:22 |來源:網絡轉載
超細碳酸鈣項目為我公司濃海水綜合利用項目中的一個分項,該項目主要是利用濃海水精製過程中產生的碳酸鈣鹽泥經過離心機分離、如I熱爐烘幹、 磨機細化、分析機選料等工序分離生產出細度達325目的碳酸鈣粉末。然後通過三台由無錫市某機械有限公司生產的包裝機分裝成25〜50 kg一袋的小袋碳酸鈣銷售。
1包裝機的選用
我公司釆用的定量包裝機,其主要設備是包裝 秤,自動定量包裝秤(型號:DCS-50/A5)選用優質不鏽鋼製成,稱重係統釆用美國某公司的傳感器和某公司的稱重顯示儀的組合,控製係統和執行係統選用德國某公司的可編程序控製器和某公司的優質氣動元件。
1.1包裝機存在的優點
該包裝機主要特點是耐腐蝕性強、稱重精確度 高、響應速度快、操作簡單、顯示直觀,同時具有自動 去皮、自動修正誤差、歸零點跟蹤、誤差報警等功能; 體積小、反應快,無故障運行壽命可達10 000 h。同 時,還配有自動/手動兩種運行方式。在自動運行 時,工人隻做套袋輔助工作,無需參與機器的具體運 行。而手動運行時,則為意外事故的處理提供了極 大的便利,提高了排査故障時的速度。同時,手動運 行也可以依靠稱量係統給出的準確精度完成任務。 本機應用了高科技實時傳感技術,總體控製技術,簡 化了機械結構,選用優質元器件,並且具備多種安全 措施,操作簡單,安裝調試方便,經濟效益高。
1.2包裝機存在的缺點
包裝機安裝調試後,我們分析使用效果和操作 流程,發現包裝機係統在使用過程中存在一些使用 不便的地方,為了更完全的發揮包裝機的能力,我們 對包裝機係統作了下述軟硬件的改造。
這三台包裝機安裝調試完畢後由於原設計流程 缺陷使星型給料器經常被物料憋停,包裝機所帶PLC 程序使加料過程複雜,包裝速度較慢,且廠方售後服 務較差,未按合同要求提供包裝機所用PLC程序梯 形圖,並對包裝機PLC程序加密,經多次與包裝機廠 方協商未果。且在包裝機PLC程序運行出現故障 時,要求包裝機廠方派技術人員處理,包裝機廠方卻 以各種理由拒派技術人員到場,嚴重影響了我公司碳 酸鈣產品的包裝、生產與銷售。事件發生後,設備部 領導緊急召集電儀科電氣、儀表專業及設備、工藝等 專業技術人員對包裝機控製方式及運行過程進行研 究、討論。
2改造方案的執行
2. 1包裝機硬件改造
首先改造的是包裝機上麵的星型給料器電動機 的運行方式,該星型給料器電動機原控製方式為電 氣接觸器吸合自保持長延時運轉控製,即不論下道 工藝流程的包裝機包裝與否,其上道工藝流程中的 星型給料器都在給後續包裝機的料倉供給物料,如 果包裝機未包裝或包裝機操作人員包裝速度過慢,會造成星型給料器下道工序的包裝機料倉物料的積 結。此情況下,操作人員要經常觀察包裝機料倉的 料位,料位滿時要去樓上停止星型給料器的繼續給 料,如果料位觀察不到或停止星型給料器不及時,會 造成星型給料器電動機的憋住跳車,嚴重時甚至燒 毀星型給料器電動機。在此情況下,需要包裝機操 作人員聯係電氣人員複位或聯係設備人員更換燒毀 的星型給料器電動機,造成包裝任務不能及時完成 以及電氣設備的損壞,因此我們需對星型給料器與 包裝機的給料方式進行控製方式的改造。
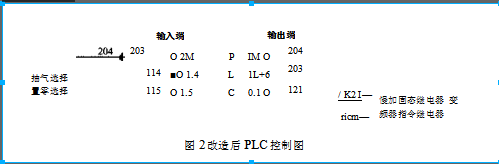
我們將星型給料器電動機的接觸器控製方式改 為變頻器拖動控製方式,用以實現調節星型給料器 給料的速度,實現星型給料器給料的速度與碳酸鈣 包裝機包裝的速度同步。星型給料器變頻器的轉速 控製由上位機DCS的4-20mA控製,在包裝操作 人員改變包裝袋子的大小與包裝機包裝的袋重時, 可由工藝操作人員控製星型給料器的給料速度,實 現同步給料的功能。
為了減少人為的去操作星型給料器電動機的啟 動、停止操作,我們又將星型給料器變頻器的運轉指 令接點取自碳酸鈣包裝機細給料電動機運行的 PLC輸出控製點,在操作工包裝時,形成星型給料 器電動機與碳酸鈣包裝機細給料電動機共同啟動、 停止。
新型給料器電動機改造前與改造後PLC原理圖對比如圖1、圖2。
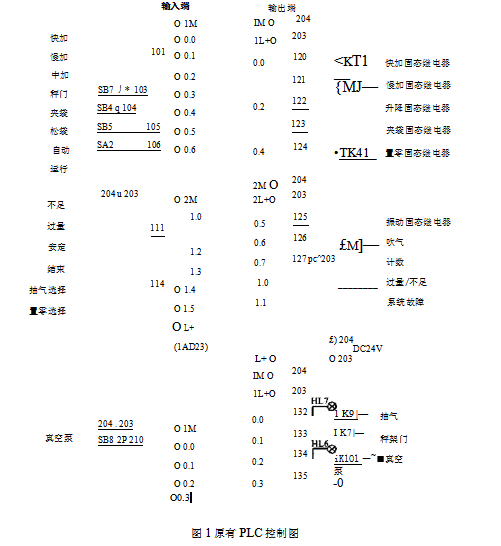
經過上述改造後,避免了星型給料器長期運轉 給料時造成的星型給料器電動機的憋停問題以及對 設備損壞的發生,節省了包裝人員與操作人員的操 作時間,並且減少了星型給料器電動機長期運轉帶 來的電力損耗。
2.2包裝機軟件改造
原包裝機廠家自帶的操作順序為開始包裝時, 包裝機真空杆起動吸去包裝袋內的空氣後,粗給料 電動機和細給料電動機同時起動給料包裝;在包裝 過程中間,粗給料電動機和細給料電動機停止下料, 包裝機真空杆再次吸去袋內物料中夾帶的空氣後, 包裝機繼續給料包裝,完成一次包裝機包裝全過程。 通過使用與觀察,我們把原包裝機PLC控製程序清 除,輸入了重新編製的新程序,程序去掉了一次吸去 包裝袋內物料中夾帶空氣的過程,改為在包裝機加 料啟動後包裝機真空杆與包裝機的粗給料電動機、 細給料電動機同時啟動,在包裝機粗給料加料完畢 後,包裝機真空杆同時停止吸去包裝袋內物料中夾 帶空氣。
改造之前,原有包裝機包裝能力是120〜150 袋/h・台(50 kg/袋),我公司包裝的是40 kg/袋,一 次包裝的全過程在65 s左右,實際包裝能力為2. 2 t/h左右。改造之後,該包裝機一次包裝的全過程 在55 s左右,故改造後實際的包裝能力超過2.6 t/h。
改造完成後,我們對包裝機新PLC係統與操作 流程進行了新的調試,實踐證明,改造後的新係統減 少了操作流程與事故率,提高了包裝機的包裝速度, 使包裝機係統實現了連續的運轉。
3結語
通過對包裝機係統軟硬件的改造,減少了包裝 機係統的操作流程與事故發生率,提高了包裝機係 統的工作效率,擺脫了包裝機生產廠家對我們的技 術封鎖。我們將在以後的使用過程中,通過各項改 造,使設備更穩定的運行,確保包裝任務的完成。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:單支剔除技術在包裝機下煙庫中的應用
- 下一篇:自動包裝機的電控係統改造
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器