谘詢電話
ENGLISH0755-88840386包裝機鋁紙卷展開裝置控製的改進
發布時間:2020-06-29 10:30:33 |來源:網絡轉載
1、問題分析
包裝機鋁紙卷展開過程中,當鋁紙卷在正常工作位置時,鋁紙卷軸後麵有一個模擬量輸出傳感器,它檢測鋁紙卷直徑大小, 控製係統根據它輸出的信號來控製鋁紙卷展開電磁阻尼器的製動力的大小。 阻尼器的製動力的大小是隨著直徑減小而減小的。而當鋁紙卷轉到等待拚接位置時,鋁紙卷軸後麵沒有直徑檢測器, 控製係統發出一個恒定信號, 阻尼器製動力保持恒定,鋁紙卷所受到的製動力是恒定不變的,這會導致拖紙輥電機受到的阻力隨著鋁紙卷直徑的減小不斷變大, 使電機過載或者把鋁箔紙拉斷。
當鋁紙卷將用盡時,需要發出拚接信號用來啟動拚接程序, 這個信號是鋁紙卷壓杆後麵的金屬塊感應拚接傳感器產生的, 因為金屬塊和拚接傳感器都在箱體內, 並且兩個鋁紙卷軸拚接直徑還要調整一直,所以調整起來非常麻煩,浪費大量時間。
2、解決方案
機器運轉時,拖紙輥電機轉動展開鋁紙卷,使鋁紙卷轉動, 兩個鋁紙卷軸通過同步皮帶連在一起, 同步皮帶連在阻尼器軸上,所以鋁紙卷轉動帶動阻尼器軸轉動。因為兩個鋁紙卷共用一個阻尼器, 所以可以通過檢測阻尼器軸轉動的快慢來檢測兩個工作位置鋁紙卷的大小, 然後根據鋁紙卷直徑大小來控製阻尼器製動力大小。首先在阻尼器軸上安裝一個電器凸輪,然後在電器凸輪旁安裝一個傳感器 S1 用來檢測電器凸輪轉動產生脈衝信號,如圖一,這個脈衝信號輸入到PLC。 另外在煙庫煙支推杆
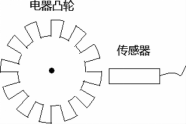
 旁安裝一個傳感器S2 檢測煙支推杆運動,推杆每推一包煙感應傳感器 S2 一次,S2 便產生一個脈衝信號,這個脈衝信號也輸入PLC。 PLC 程序根據兩個 S2 脈衝信號之間的 S1 脈衝信號數量計算鋁箔紙直徑大小,然後根據這個值 PLC 程序再計算出相應大小的控製信號輸出控製阻尼器驅動裝置。 使阻尼器的製動力隨著直徑大小而變化。 同時用一個 HMI 人機界麵和 PLC 進行通訊,在人機界麵上可以直接設定拚接直徑。
旁安裝一個傳感器S2 檢測煙支推杆運動,推杆每推一包煙感應傳感器 S2 一次,S2 便產生一個脈衝信號,這個脈衝信號也輸入PLC。 PLC 程序根據兩個 S2 脈衝信號之間的 S1 脈衝信號數量計算鋁箔紙直徑大小,然後根據這個值 PLC 程序再計算出相應大小的控製信號輸出控製阻尼器驅動裝置。 使阻尼器的製動力隨著直徑大小而變化。 同時用一個 HMI 人機界麵和 PLC 進行通訊,在人機界麵上可以直接設定拚接直徑。
3、控製原理
在生產過程中,拖紙輥帶動鋁紙卷轉動,鋁紙卷帶動阻尼器軸轉動,電器凸輪跟著轉動,傳感器 S1 感應電器凸輪產生一係列脈衝,脈衝信號進入 PLC 內部。 同時煙庫煙支推杆做往複運動,把煙支推進模盒。 煙庫煙支推杆做一次往複運動感應一次傳感器S2。 即每包煙S2 產生一個脈衝信號,這個脈衝信號也進入PLC 內部。 因為每片鋁紙長度是一定的,而鋁紙卷直徑越來越小,鋁紙直徑越小,產生一片鋁紙時,鋁紙卷軸就要轉動更長距離,同時阻尼器軸也要轉動更長距離,電器凸輪傳感器 S1 就會產生更多的脈衝。 鋁紙卷直徑大時,生產一包煙電器凸輪傳感器S1 產生的脈衝少。 鋁紙直徑小時,生產一包煙電器凸輪傳感器S1 產生的脈衝多。 所以根據脈衝多少可以判斷鋁紙卷直徑大小。
圖二是控製係統的原理框圖。控製係統有電器凸輪傳感器、煙支推杆傳感器、PLC、HMI 人機界麵、 驅動器和電磁阻尼器組成。
PLC 時刻接收電器凸輪傳感器 S1 檢測凸輪產生的脈衝信號和推煙杆檢測傳感器 S2 檢測推煙杆運動產生的脈衝信號, PLC 程序根據兩個推煙杆脈衝信號之間的電器凸輪脈衝信號數量計算出鋁箔紙直徑大小,然後根據這個計算值輸出相應的信號控製驅動器,驅動器輸出相應值控製電磁阻尼器產生適當的製動力,保持鋁箔紙卷均勻穩定運動。
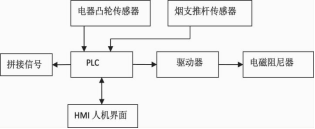
HMI 人機界麵用於設定相關的控製參數,包括拚接直徑設定。 機器運行時,PLC 程序把計算出的鋁紙直徑不斷和設定的拚接直徑進行比較,當鋁紙直徑達到設定值時,PLC 發出控製信號給機器控製係統,機器控製係統就會發出拚接指令開始拚接程序。
驅動器輸入端接到 PLC 輸出端,輸出端接到鋁箔紙卷展開電磁阻尼器上。
4、取得效果
使用效果良好,減少了拖紙輥電機過載或者把鋁箔紙拉斷的可能性。 設定拚接直徑簡單易操作。 減少了維修時間,提高了生產效率。 達到了預期目的。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器