谘詢電話
ENGLISH0755-88840386卷煙包裝機產品質量檢測和控製的改進
發布時間:2020-06-28 10:01:11 |來源:網絡轉載
一、 問題的提出
卷煙包裝機組是我國目前煙草行業卷煙包裝機的一種主導機型,我廠的卷煙包裝機組在使用中發現,其產品包裝質量存在爛鋁紙、缺內卡紙、小合缺蓋等包裝 質量問題,嚴重影響了產品的市場形象。任何產品在加工過程中都不可避免會出現質量 問題,由於生產過程不可能進行過多的人工幹預,產品質量的保證隻能依賴設備和儀器 在線質量檢測和控製,在生產設備上選擇合理的檢測工位監視產品質量,將有質量問題 的產品及時檢測剔除,因此對包裝機包裝質量檢測與控製進行改進完善,實現產 品在線檢測,提高卷煙包裝產品質量,非常必要。
二、 解決方案
包裝機組是我國經引進、消化、吸收意大利某公司卷煙包裝機組,已在 國內煙機廠生產。其控製係統在設備出廠時係統控製軟件對用戶不開放,對其增加新的 控製功能或控製方式困難較大。為了提高包裝機產品質量,增加新的檢測功能,隻有避 開原係統不幵放的控製軟件,在外圍電路中增加可編程控製器,對包裝機組的小包機、小包透明紙機、條盒包裝機、條盒透明紙包裝機生產的產品增加一些特有的檢測 功能並控製剔除不合格的產品。
1、需要解決的幾個關鍵問題
(1) 機器運轉和電氣控製同步脈衝的提取。
(2) 新增控製係統檢測與剔除相位的確定。
(3) 新增控製係統的實時性。
(4) 新增控製係統與原係統的兼容性即兩係統互不幹擾。
2、解決方法
為了解決上述問題經測試分析,分別利用小包機、小包透明紙包裝機、條包透明紙包裝 機現有的三個絕對型軸編碼器的輸出信號,根據其編碼特點對軸編碼器的輸出編碼進行解碼 和譯碼獲得二進製轉換碼,經過PLC運算產生機組運轉與電氣控製同步脈衝。為了整個係統 更加穩定可靠,新增質量檢測控製功能電路不對原控製係統幹擾和影響,設計隔離驅動電路 使機器上的三個軸編碼器到新係統和原控製係統各自獨立。詳見如下原理框圖。
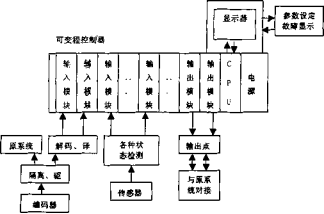
新增檢測與控製功能原理框圖
可編程控製器依據解碼信號進行運算控製產生九項移位脈衝,其中包括:小包機移位檢 測剔除脈衝、小包透明紙移位檢測剔除脈衝、小包透明紙慢速移位檢測脈衝、條盒包裝移位 檢測脈衝、內卡紙拚接、缺內卡紙、爛鋁紙、小包缺蓋頭移位脈衝;產生六項檢測脈衝,其 中包括:內卡紙拚接、缺內卡紙、爛鋁紙、缺蓋頭、小包透明紙散包、缺包移位脈衝、;產 生一項剔除脈衝:小包八輪剔除脈衝。可編程控製器PLC依據上述脈衝和傳感器對產品質量 的檢測進行邏輯運算,完成對產品質量的進一步監測和控製。
包裝機以每分鍾八千支煙的包裝速度進行工作,尤其有些新增檢測在機器運轉狀 態卜進行,這就要求新增係統控製要有極好的實事性。因此對可編程控製器PLC選用高檔 高速機,使其係統處理和指令執行時間最短:在PLC的輸入輸出模塊上釆用快速的響應模塊; 同時在控製軟件的編製上要進行優化處理,根據機器運轉狀態和檢測位置以及PLC掃描等情 況,可以進行計算,使其係統的處理及指令執行時間滿足係統的要求。
為滿足設備空車運行的需要,所有新增檢測功能能夠通過控製櫃上的相應開關進行屏蔽。
三、改進的內容
1、 爛鋁紙檢測:檢測裝置安裝在小包機四號輪處,檢測出鋁箔紙掛爛的煙包.對於該 質量缺帯的煙包,在小包機六輪進行減速剔除,並在剔除前顯示五/六輪堵塞。
2、 缺內卡紙檢測:檢測裝置安裝在小包機五號輪處,檢測出沒有內卡紙的 煙包,在不停機的情況下,該煙包在小包機八輪剔除器處自動剔除。
3、 內長紙本身接頭檢測:檢測裝置安裝在小包機五號輪處內卡紙通道上,檢測出內卡 紙本身接頭(黑色)的煙包,在不停機的情況下,在小包機八輪剔除器處將有接頭的煙包自 動剔除。
4、 小包缺蓋頭檢測:檢測裝置安裝在小包機五/六號輪過橋處,檢測出前後缺蓋頭的 煙包,自動停機(顯示五/六輪堵塞),在六輪將被檢測出缺蓋頭煙包自動剔除.同時,出 現傳感器失效時,能夠停機報警。
5、 小包盒批膠缸內膠水位置的監控:原係統安裝有小包盒皮膠缸內膠水位置檢測,在 控製程序上,增設對於在生產過程中,經過一定數量的煙包後,沒有下膠或每次下膠時間超 過一定設置時間的情況下進行停機報警.下膠時間和小包盒皮數量在顯示器上根據具體需要 而設定。
6、 小包盒開口檢測:在小包輸送軌道上安裝光纖檢測,對於小包盒開口的煙包,能夠 自動檢測並停機,同時顯示小包透明紙包裝機入口堵塞。
7、 小包透明紙散包檢測:在小包透明紙包裝機成型輪、固定折疊器處加裝檢測裝置, 自動檢測缺小包透明紙和小包透明紙嚴重鬆散的煙包,在雙包剔除器處自動剔除.檢測光纖 頭上有灰的現象,能夠停機報警。
8、 條盒膠缸內膠缸位置的監控:原係統安裝有條盒膠缸內膠水位置檢測,在控製程序 ±,增設對於在生產過程中,經過一定數量的條包盒皮後,沒有下膠或每次下膠時間超過一 定設置時間的情況下進行停機報警.下膠時間和條包盒皮數量在顯示器上根據具體需要而設 定。
9、 條包內缺包檢測:檢測裝置安裝在條包機毛刷入口處,在檢測出條包內缺包的情況 下自動剔除並停車.對於檢測頭失效的情況,能夠停機報警。
四、結束語
以上功能的改進,是如實際工作當中,根據產品出現的具體質量問題,在設備的具體部 位增加檢測裝置和控製程序的改進。有些功能是對原機功能的進一步補充完善,或與已有的 檢測控製功能的組合使用。係統可根據具體的實際需要增加或改進控製方式及增加其它檢測 功能。該係統通過一個時期的使用,基本控製了 包裝機組的產品質量問題,實現產品 質量的過程控製,使其生產的產品更加完美,同時降低操作工的勞動強度,提高了生產效率。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器