谘詢電話
ENGLISH0755-88840386包裝機煙包輸出通道的改進
發布時間:2020-06-22 16:12:52 |來源:網絡轉載
硬盒硬條包裝機組是我國引進技術並自行製造的高速卷煙包裝機組,設計包裝速度550包/分鍾。在生產過程中,機組中包裝機煙包輸出通道的輸送帶膠粘搭口容易出現開膠翹起現象,造成煙包在進入輸出通道時發生輸送堵塞或彈出通道等問題,導致設備停機,降低設備的有效作業率,並使煙包表麵受損,影響產品質量。而更換輸送帶的過程較繁瑣,需要將整套裝置拆掉後更換,費工耗時,影響生產。煙包與輸送通道之間的摩擦問題同樣存在於其他型號包裝機。針對GDX2包裝機組在運行中煙包容易被刮傷問題,選用摩擦係數較低的四氟乙烯板代替六號輪外圓彈性鋼片,減小了六號輪與煙包的摩擦力,解決了影響煙包質量的問題。為此, 通過對煙包與輸送帶的運轉速度關係分析,采用新型材料替代輸送帶並改進輸送通道結構,以解決輸送帶搭口開膠影響產品質量問題,提高設備的生產運行效率。
1存在問題
1.1係統結構
包裝機的煙包輸出機構由二並一輸送通道、煙包輸出通道和氣流提升裝置3部分組成。其中,煙包輸出通道位於二並一輸送通道與氣流提升裝置之 間,起著過渡煙包的作用,見圖1。通過上壓帶(4)和輸送帶(1)將二並一輸送通道(6)輸出的煙包送入氣流提升裝置(5),煙包從氣流提升裝置上部出口輸出後進入聯機通道向下遊機輸送⑺,在氣流提升裝置的通道內, 煙包在氣流的作用下保持懸浮狀態,使煙包表麵在運動時與通道側壁不產生摩擦,以保證煙包質量。
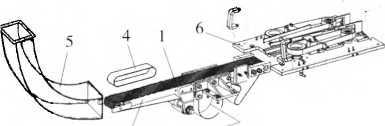
L輸送帶2.皮帶輪3.輸出通道橋架4.上壓帶5.氣流 提升裝置6.二並一輸送通道
圖1煙包輸出機構示意圖
1.2 問題分析
在實際生產過程中,二並一輸送通道的凸耳齒形帶驅動電機高速間歇轉動,撥動煙包使之高速進入輸出通道。由於煙包與輸送帶之間速度不一致,兩者之間產生一定的相對滑動摩擦,長時間運行造成輸送帶的搭接口膠粘處出現開膠翹起,與煙包的前部下棱邊發生碰撞,易使煙包受損,對煙包質量產生影響,甚至會影響煙包的正常輸送,使煙包在輸送過程中出現翻滾或彈出通道,造成輸出通道堵塞,導致設備頻繁停機。
分析可見,煙包與輸送帶之間速度不一致是造成輸送帶搭接口開膠翹起的主要原因。因此,需對煙包與輸送帶的運動速度關係進行研究和計算。凸耳齒形帶驅動電機的轉速為3000 r/min,主動帶輪的直徑為90 mm,可計算出凸耳齒形帶的運動速度,即煙包在進入輸送通道時的初始運動速度:
V, = 3000x90x3.14 = 847800 (mm/min) « 14.13 (m/s)
輸送帶的運動速度是電機輸出帶輪的線速度,此驅動電機的額定轉數為1350 r/min,帶輪的直徑為159 mm, 計算可得輸送帶運動速度:
V2 = 1350x159x3.14 = 674001 (mm/min) « 11.17(m/s)
可見,煙包初始速度大於輸送帶運動速度機,故煙包運動與輸送帶運動存在不同步而引起滑動摩擦, 且輸送帶實際上起了阻滯輸送煙包高速前進的作用, 最終使煙包運動速度與輸送帶速度一致。根據氣流提升裝置的特點,煙包進入該裝置時的運動速度越快,提升越順暢;煙包運動速度過低則會造成煙包堵塞。
2改進方法
- 拆除機構的傳動係統
根據凸耳齒形帶撥動煙包的起始速度以及煙包從二並一輸送通道到進入氣流提升裝置入口的行程1.03 m, 煙包在理想狀態下經過通道的時間為:
T= 1.03/14.13 = 0.073 (s)
可見,煙包經過通道的用時極短。在理想狀態下, 煙包依靠慣性運動到氣流提升裝置入口時的速度損失 可不予考慮。如果摩擦阻力足夠小,可以拆掉輸送帶裝置,輸送帶橋架的上表麵為油漆麵,煙包無法在其表 麵輸送,所以需要在橋架上表麵安裝表麵光滑、摩擦力較小的麵板,以降低煙包運動時的阻力。
改進後先將該部件的電機、輸送帶、帶輪裝置拆除, 由於缺少了底部輸送帶的配合,上壓帶會阻礙煙包輸 送,所以將上壓帶組件及安裝支架拆除,隻留下橋架及 通道側擋板部分。
- 設計加工導板
改進後釆用表麵摩擦力較小的導板代替輸送帶,以減小煙包與通道底麵之間的摩擦力,保證煙包進入氣 流提升裝置的速度,使提升動作順利完成。根據該機構的輸送特點,選用了麥粒狀壓紋工藝處理的B-0.8/ lCrl8Ni9Ti材質不鏽鋼板材作為導板的基材。這種板材表麵有麥粒狀的凸起,結構細密光滑,可使滑道減少摩擦,提高效率,物料不粘連,表麵抗劃傷。當煙包底麵滑過導板時的接觸方式為點接觸,接觸麵積小,從而降 低了滑動摩擦力,煙包運動更加順暢。
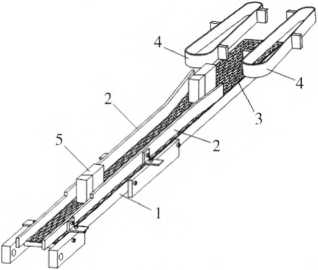
改進後的煙包輸出通道見圖2。麥粒壓紋鋼板導板壓紋凸起部分長度方向與煙包運動的方向一致, 導板的兩側有安裝孔,將導板安裝在橋架(1)的上表麵,替代原輸送帶成為煙包輸送通道的工作表麵。改進後通道由橋架和側擋板組成敞開式結構,煙包經凸耳齒形帶撥送後,在導板表麵直接滑入氣流提升裝置的入口。
3應用效果
煙包輸出通道改進後,有效解決了由於輸送帶搭接口開膠而影響設備運行的問題,保證了煙包質量,滿足了設備高速運轉的要求,每台設備每年可節省6條輸送 帶,降低了設備的使用成本。同時,由於導板材質堅 硬、與煙包間摩擦力較小,使用壽命可達24個月,無需頻繁更換,減少了操作人員的工作量。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器