谘詢電話
ENGLISH0755-88840386包裝機電控係統維護及檢修研究
發布時間:2020-06-16 14:10:58 |來源:網絡轉載
- 引言
隨著包裝工業的迅速發展,全自動化的包裝設備正在不斷湧現。其中備受關心的問題就是設備運行的安全性、穩定性及使用壽命[1]。包裝機係指塑料薄膜預製成薄膜卷筒,在包裝過程中由包裝機自動完成成袋、裝袋、熱封(底封、角封和頂封)過程的全自動包裝機。FFS包裝機電控係統作為設備的指使者,控製著FFS型包裝機各部分的動作,使係統按照設定的工藝流程來完成整個生產過程。設備能否保證長期、正常運行會直接影響到企業的經濟效益,因此,設備電控係統,特別是電控係統的核心可編程控製器PLC的日常維護、檢修工作顯得尤為重要[2],隻有采取科學有效的維護方法及故障處理措施,才能使設備正常運行,延長它的使用壽命,使企業的安全長周期生產得到有力保障,以此創造更大的生產經濟效益。
- 包裝機電控係統組成及作用
包裝機電控係統包括以下三個相對獨立的子係統: 定量秤係統、包裝機係統、移動平台係統。定量秤係統的主要控製器件為附帶有觸摸屏控製界麵的稱重控製器、PLC以及給料伺服驅動器。稱重控製器檢測稱重傳感器的信號,將動作指令發送給PLC,PLC負責控製伺服給料機構、卸料機構的動作,並接收/發送與包裝機的聯鎖信號。包裝機係統以可編程控製器PLC為核心,通過擴展單元(數字量I/O模塊、模擬量I/O模塊以及高速計數器模塊)連接檢測、控製元件以及操作盤。其組成框圖如圖1所示。其中檢測元件包括旋轉編碼器、光電開關、接近開關、正負壓力檢測開關等;控製元件包括變頻器、伺服驅動器、熱封控製器、電磁振動控製器、交流接觸器和電磁閥等;除上述PLC、檢測、控製元件以及操作盤之外,在總的係統回路及其它各分支回路均接有保護元件及其它主令電器,這些元器件分別為負荷開關、漏電保護開關、電動機空氣開關等。
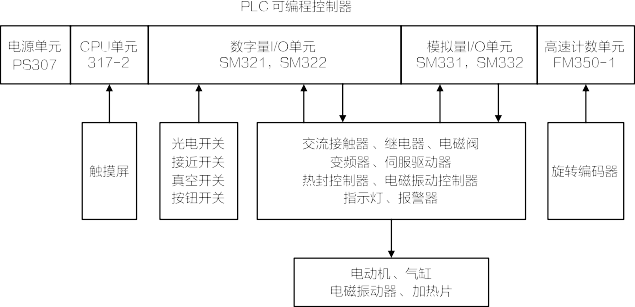
圖1 包裝機電控係統組成框圖
接檢測、控製元件以及操作盤。檢測元件包括壓力開關和限位開關等;控製元件包括交流接觸器和電磁閥等;操作盤由觸摸式人機界麵、搖杆開關等組成。電控係統控製著FFS型包裝機各部分的動作,包括供袋送袋、封角封底、製袋、取袋開袋、裝袋封口以及定量稱重、脈衝除塵、平台的平移、旋轉及定位等,協調定量秤、包裝機、移動平台的動作配合,使係統按照設定的工藝流程來完成整個生產過程。
- 包裝機電控係統維護及檢修
包裝機電控係統控製著設備各部分的動作,使係統按照設定的工藝流程來完成整個生產過程。自動生產線以PLC 為控製核心,PLC通過總線進行通信,完成對各電機轉數、轉向及各個接觸器、中繼器的控製。設備能否保證長期、正常運行會直接影響到企業的經濟效益,因此,設備電控係統,特別是電控係統的核心PLC的日常維護、檢修工作顯得尤為重要。在確定電源、氣源關閉後再對電控係統進行維護及檢修。
-
- 包裝機電控係統維護
設備電控係統維護的內容如下。
設備啟動前,檢查稱重控製器的顯示是否正常,有無“花屏”現象;檢查屏上的按鈕和指示燈功能是否正常,如不正常,應及時拆檢,用萬用表檢查線路和器件,並進行修複或更換損壞器件。
-
-
- 每日開車前檢查光電開關鏡頭是否清潔、位置及檢測方向是否正確,接近開關是否鬆動、位置是否正確,如有異常情況,應及時排除。
- 定期檢查漏電保護器的保護功能是否有效。檢測方法是按下漏電保護器上的監測按鈕,觀察漏電保護器是否跳閘,如果跳閘,說明器件保護功能有效,反之為失效,應及時更換。
- 定期檢查電機保護斷路器的保護功能是否有效。檢測方法是將其保護電流調小1/2,使電機運行,觀察電機保護斷路器是否跳閘,如果跳閘,說明器件保護功能有效,反之為失效,應及時更換。
- 定期檢查控製櫃、接線盒的接線端子、設備的接地線是否鬆動,各保護導線是否鬆動、脫落,若有鬆動、脫落,應及時緊固;檢查導線、電纜有無老化、破損,若有,及時更換。
- 定期檢查操作盤上的按鈕開關和選擇開關是否手動操作靈活,如不靈活,應及時更換。
-
(7)定期檢查交流及直流電源的電壓是否在規定的範圍內,如超出規定範圍,應檢查控製櫃內變壓器及直流電源是否有損壞,若有損壞,及時更換,避免電壓過高或不足損害其它元件。
-
- 包裝機電控係統檢修電控係統的檢修包括很多方麵,內容很多,其中又是以可編程控製器PLC、電機及包裝係統中的封熱係統的檢修為重中之重。
3.2.1PLC係統常見故障檢修
PLC係統故障大概可以分成四類:外部設備故障、係統故障、硬件故障、軟件故障。PLC在運行中出現故障時,我們可以根據故障現象,充分利用PLC的自診斷功能,對故障做出判斷和修理。當係統出現故障時,科學的檢修流程應該是首先作出故障在PLC外部還是內部的判斷,如果故障在PLC內部,則繼續作出故障是在I/O回路還是在控製器內部的診斷。作出以上判斷後,就可以把故障定位在某一層上,然後再作進一步的查找,此時,查找範圍已經比較小了。PLC主機係統最容易發生故障的地方一般在電源係統和通訊網絡係統,電源在連續工作、散熱中,電壓和電流的波動衝擊是不可避免的。通訊及網絡受外部幹擾的可能性大,外部環境是造成通訊外部設備故障的最大因素之一。係統總線的損壞主要由於現在PLC多為插件結構,長期使用插拔模塊會造成局部印刷板或底板、接插件接口等處的總線損壞,在空氣溫度變化、濕度變化的影響下,總線的塑料老化、印刷線路的老化、接觸點的氧化等都是係統總線損耗的原因。所以在係統設計和處理係統故障的時候要考慮到空氣、塵埃、紫外線等因素對設備的破壞。目前PLC 的主存儲器大多采用可擦寫ROM,其使用壽命除了主要與製作工藝相關外,還和底板的供電、CPU模塊工藝水平有關[3]。而PLC的中央處理器目前都采用高性能的處理芯片,故障率已經大大下降。對於PLC主機係統的故障的預防及處理主要是提高集中控製櫃(室)的管理水平,加裝降溫措施,定期除塵,使PLC的外部環境符合其安裝運行要求;同時在係統維修時,嚴格按照操作規程進行操作,謹防人為的對主機係統造成損害。
PLC最大的薄弱環節在I/O端口。PLC的技術優勢在於其I/O端口,在主機係統的技術水平相差無幾的情況下,I/O 模塊是體現PLC性能的關鍵部件,因此它也是PLC損壞中的突出環節。要減少I/O模塊的故障就要減少外部各種幹擾對其影響,首先要按照其使用的要求進行使用,不可隨意減少其外部保護設備,其次分析主要的幹擾因素,對主要幹擾源要進行隔離或處理。
PLC常見故障具體表現形式如下。
(1)CPU模板常見故障處理a.“POWER”滅
故障原因:①保險管熔斷;②輸入接觸不良;③輸入線斷。處理方法:①更換保險管;②重新接線;③更換接線。 b.保險管多次熔斷故障原因:①負載短路或過載;②輸入電壓設定錯;③保險管容量太小。
處理方法:①用萬用表測量;②改接正確;③更換合適容量保險管。
故障原因:①程序中無“END”指令;②電源故障;③I/ O口址重複;④遠程I/O無電源;⑤無終端站。
處理方法:①修改程序;②檢查電源;③修改口址;④接通I/O電源;⑤設定終端。
d.運行輸出繼電器不閉合:電源故障;檢修電源。
e.特定繼電器不動作、特定繼電器常動或若幹繼電器均不動作:I/O總線有異常;檢修主板。
(2)輸入模板常見故障處理a.輸入均接通
故障原因:①未向輸入信號源供電;②輸入信號源電壓過低;③端子螺釘鬆動;④端子板接觸不良。
處理方法:①接通有關電源;②調整電壓;③重接;④處理後重接。
b.某特定輸入繼電器不接通
故障原因:①輸入信號源(器件)故障;②輸入配線斷開;
③輸入端接觸不良;④輸入端子鬆動;⑤輸入接通時間過短;⑥ 輸入回路(電路)故障。
處理方法:①更換輸入器件;②焊接斷線;③處理後重接;
④擰緊;⑤調整有關參數;⑥查電路或更換。c.輸入隨機件動作
故障原因:①輸入信號電平過低;②輸入接觸不良;③輸入噪聲過大。
處理方法:①查電源及輸入器件;②檢查端子接線;③加屏蔽或濾波措施。
d.PLC輸入全異常:輸入單元電路故障;更換I/O板。 e.某特定輸入繼電器常閉:輸入回路故障;查電路或更換。
(3)輸出模板常見故障處理a.輸出均不能接通
故障原因:①未加負載電源;②負載電源壞或電壓過低;
③端子排接觸不良;④保險管熔斷;⑤輸出回路(電路)故障;
⑥I/O總線插座脫落。
處理方法:①接通電源;②調整或修理;③處理後重接;④ 更換保險;⑤更換I/O模板;⑥重接。
b.輸出均不關斷:輸出回路(電路)故障;更換I/O模板。c.特定輸出繼電器不接通(指示燈亮)
故障原因:①輸出繼電器損壞;②輸出配線斷;③輸出端子接觸不良;④輸出驅動電路故障。
處理方法:①更換繼電器;②焊接或更新;③處理後重接;
④更換I/O模板。
- 特定輸出繼電器不接通(指示燈滅):輸出接通時間過短或輸出回路(電路)故障;修改輸出程序或更換I/O模板。
- 特定輸出繼電器不關斷(指示燈滅):輸出繼電器損壞或輸出驅動管漏電流過大;更換繼電器或更換輸出管。
- 特定輸出繼電器不關斷(指示燈亮):輸出驅動電路故障;更換I/O模板。
g.輸出不規則隨機動作
故障原因:①PLC供電電源電壓過低;②接觸不良;③輸入噪聲過大。
處理方法:①調整電源輸出;②檢查端子接線;③加防噪措施。
-
-
- 電機常見故障檢修
-
電動機產生異常噪音、發熱、無法啟動、或異常停止等故障時,應按下列方法進行檢查。
- 檢查對應的電動機空氣開關是否因過載或短路而脫扣,如果是,查明原因,排除故障,然後將電動機空氣開關閉合。
- 檢查對應的交流接觸器是否發生故障,如果是,查明原因,排除故障或更換新的交流接觸器。
- 對於供袋電機和擺臂電機,還需檢查控製櫃內發生故障的變頻器的操作麵板上的故障代碼,參照變頻器說明書將故障排除。在必要情況下應將變頻器的運行頻率降低,或延長加、減速時間。
- 檢查各連接端子處接頭是否鬆動、斷開,電機電纜是否損壞,緊固鬆動的連接處、更換損壞的電纜。
- 檢查製動電機的製動器部分是否有雜物,傳動係統是否缺乏潤滑,清理刹車片,潤滑傳動係統各部件。
- 當製動電機不能及時製動時,可調整電動機製動器的氣隙,檢查電機製動器控製回路的接線情況。
-
- 熱封係統常見故障檢修
-
當熱封控製器報警時,請測量控製器模擬量輸出端之間的電壓,根據電壓值參考熱封控製器說明書檢查控製器至加熱片之間相應區域的線路,接線端子是否鬆動,導線是否破損、短路,是否需要更換加熱片或控製器等。
4 結語
本文介紹了一種以PLC為核心的包裝機電控係統,講述了設備電控係統的組成和作用,筆者根據多年的使用情況和維修管理經驗,針對常見的故障,全麵分析總結了係統維護和故障檢修方法,這些方法能在電儀方麵有效地確保設備的正常運行和操作人員的安全。隻有采取科學有效和有針對性的處理措施和方法,才能使包裝機組正常運行,延長使用壽命,使企業的安全生產得到有力保障,從而創造更大的生產經濟效益。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:顆粒包裝機設計
- 下一篇:包裝機幹燥鼓變頻器的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器