谘詢電話
ENGLISH0755-88840386包裝機透明紙輸送切割裝置的改進
發布時間:2020-06-01 13:49:25 |來源:網絡轉載
包裝機組透明紙包裝機的作用是在小盒煙 包外麵包裹一層透明紙,達到密封、防潮、美化外觀、延 長卷煙保質期和提高產品附加值的目的,其中透明紙 輸送切割裝置主要完成透明紙輸送及切割⑴。目前各卷煙企業為降低生產成本,在包裝機上使用厚度在 20卬m以下的透明紙完成小盒盒外包裝,透明紙厚度的 改變,使加速輾輸送透明紙時容易產生靜電吸附在輸 送輻上,造成輸送不穩定。該裝置在包裝機組發展 過程中曾進行過改進⑵,如盒外透明紙包裝機利 用真空、壓縮空氣流混合輸送及改進後的真空吸風帶 輸送,較好地解決了透明紙輸送吸附問題,但由於其透 明紙在切割完成後又進行了一次輸送"⑶,則使輸送準確度下降,導致包裝質量不穩定。為此,對該裝置中切 刀軸的安裝位置進行了改進,取消加速輾而釆用壓縮 空氣流配合輸送輻完成輸送,以提高透明紙輸送的穩 定性。
1存在問題
透明紙輸送切割裝置是透明紙包裝機的重要 部件,主要完成透明紙的輸送,並切割成規定尺寸的單 張透明紙。由於透明紙輸送的動力來源於輸送輻的摩 擦力宀,因此原透明紙輸送切割裝置存在以下問題:① 依靠送紙輾和加速輻摩擦輸送透明紙時,透明紙容易 產生靜電吸附在輸送輾上,使透明紙輸送阻塞;②送紙 根和加速輻微量磨損、兩端調整壓力不均衡,使透明紙 輸送歪斜;③加速輻的放紙相位若調整不正確,煙包帶 著透明紙被推入折疊套口時,因透明紙未分離易產生 抖動。上述問題易導致散包、拉線錯口、折角皺折等質 量缺陷,使廢品量增加,停機率上升⑶。
2改進方法
改進後透明紙輸送切割裝置將透明紙切刀軸下移 L距離,使煙包帶著透明紙進入折疊套口的瞬間完成透 明紙的切割。圖1為改進前後切刀位置對比,圖中虛線 為改進前切刀位置,實線為改進後切刀位置。改進內 容是:將切割刀軸位置下移”,使透明紙輸送到位後由 旋轉切刀與固定切刀完成定長切割;改進固定切刀,取 消4個小缺口,使透明紙切割後無4點粘連;取消加速 輻(或吸風帶組件),改為壓縮空氣流配合送紙根輸送 透明紙⑺。
2.1傳動原理
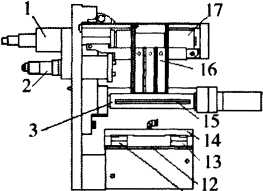
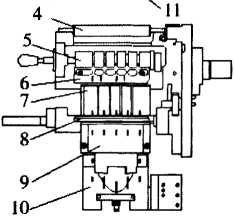
主傳動動 力輸入軸1上的螺旋齒輪,通過齒輪的齧合使送紙輻 17旋轉,再通過送紙輻左邊的齒輪使聚氨酯送紙輻5 旋轉。透明紙靠送紙輾17與聚氨酯送紙輻5的接觸壓 力向下輸送⑴,並由上射流板6,7、中射流板9、下射流
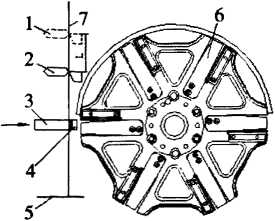
1.改進前切刀位置2.改進後切刀位置3.煙包4.折疊 套口 5.到位線6.成型輪7.透明紙
圖1改進前後切刀位置對比示意圖
板10輸出的壓縮空氣流配合完成。同時橢圓齒輪組將 動力通過牙嵌式離合器傳遞給傳動齒輪帶動切刀動力 輸入軸2,再通過一組齒輪帶動旋轉切刀軸3旋轉,固 定在切刀軸上的旋轉切刀15與固定切刀8將透明紙切 斷,此時由輸送通道送來的煙包帶著透明紙已進入折 疊套口,再由內外折疊塊11 ,13及上下折疊板14,12進 行透明紙的折疊。上折疊板14接入一組壓縮空氣,通 過3個小孔向透明紙吹氣,保證透明紙切斷後不會產生 卷曲。
2.2 下移切刀軸
為使透明紙基本定型後再完成切割, 在不改變主傳動係統的前提下,將原切刀軸從箱體外 端切斷,使切刀軸向下移動L長度的距離,外部安裝一 個傳動齒輪1,通過中間過橋齒輪2傳遞給旋轉切刀軸 上的齒輪3,帶動旋轉切刀轉動,完成透明紙切割。其
中,中間齒輪2安裝在擺動塊5上,擺動塊5套在傳動 齒輪1的軸上,使齒輪1與齒輪2的中心距不變,通過 調整支架4能確保傳動齒輪1、中間齒輪2、切刀軸傳動 齒輪3齧合精度七始終保持透明紙切割長度一致。
2.3 壓縮空氣流輸送
改進後透明紙輸送裝置取消了加速輻部分,安裝了 上、中、下4塊射流板,接入壓縮空氣。由於射流板上 的小孔與透明紙向下輸送的垂直方向成11。夾角⑶,因 此透明紙在送紙輻17與聚氨酯送紙輻5的輸送下,利 用壓縮空氣流形成氣墊,既可減小透明紙向下輸送過 程中的摩擦阻力,又能使透明紙向下輸送。改進後該 裝置隻用一對輸送輻輸送,降低了透明紙輸送過程中 造成的累積誤差,提高了透明紙輸送的穩定性,且壓縮 空氣隻需調整到0.015 - 0.02 MPa,能源消耗較小si。
3改進效果
改進後透明紙切割裝置具有以下特點:在煙包帶著 透明紙進入折疊套口後,上、下折疊板對透明紙固定並 定型,此時切割透明紙不會使透明紙產生歪斜,保證了 產品質量;固定切刀取消了 4個小缺口,透明紙切割後 無4點粘連,保證了透明紙切割質量;透明紙搭口位置 易調整,隻需鬆開調整支架4緊固螺母,使中間齒輪2 與切刀軸傳動齒輪3脫離齧合,轉動旋轉切刀至需要位 置,合上中間齒輪即可,因此不用調整箱體內部,維修 方便。
改進後由於下移了切刀軸位置,取消了加速根輸 送,使透明紙輸送到包裝位置的瞬間完成切割,同時煙 包帶著透明紙被推入折疊套口的折疊器,降低了透明 紙因加速輻輸送產生的歪斜和抖動;改為壓縮空氣吹 風輸送透明紙後,氣流形成的氣膜可減少透明紙輸送 阻力,使透明紙輸送更加穩定。實際應用效果表明,透 明紙消耗由0.964 kg/50000支降至0.95 kg/50000支,拉 線錯口由0.95次/班減少為0,透明紙阻塞頻次由6次/ 班減少為2次/班。透明紙在煙包上的搭口位置可通過 外部的齒輪微量調整,減少了維修工時,提高了設備運 行效率。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:卷煙包裝機控製係統的改進
- 下一篇:條盒包裝機乳膠攪動和補水裝置的設計應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器