谘詢電話
ENGLISH0755-88840386聚丙烯生產包裝線中包裝機故障的綜合判析
發布時間:2020-05-25 15:10:21 |來源:網絡轉載
中國石油石化公司年產11萬噸聚丙烯裝置的(某自動化設備公司生產,以下簡稱某包裝線)包裝線按功能單 元分為電子定量秤、包裝機、傳送和碼垛機,分別由各自獨立的PLC控製,自動化程度較高,在聚丙烯生產中極其關鍵,一旦包裝線發生故障,將會 對整個工藝生產造成影響,嚴重時會造成由於包裝機無法包裝使得反應工段和造粒工段的產量下降甚至停工。
從包裝線的組成結構和動作特點來看,一條 哈博實包裝線分別由檢測元件(壓力檢測元件、 位置檢測元件和真空度檢測元件)和執行機構 (電磁閥、氣缸、伺服電機、變頻器及傳送皮帶等 機械部件)兩大部分組成。從包裝過程來看,一 條哈博實包裝線由四大部分組成,分別是稱重部 分、包裝機部分、傳送部分和碼垛機部分,其特點 是檢測部件數量多,各類元件動作頻繁,各類動作 對協調性要求較高,機械、電氣和儀表聯係較為緊 密,某一方麵出現異常都會影響整條包裝線的正 常運行。
單從部分故障現象很難快速定性,致使故障 分類較為困難,對維護人員判斷問題能力的要求 較高。筆者在實際工作中發現,一部分故障可以 通過其他方麵進行補償性調整,但是補償性調整 不能從根本上解決問題,如果不能及時找到故障 的根本原因,會造成故障頻率升高,嚴重時會導致 部件損壞。為此,筆者就包裝線故障率較高的包 裝機部分進行綜合判析。
1包裝機控製係統
包裝機控製係統的組成如圖1所示,包括核 心PLC單元、檢測元件(光電開關、真空開關和正 壓開關)、操作麵板、顯示終端、控製元件(電磁 閥)及執行機構(電機和氣缸)等。操作麵板和顯 示終端作為操作人員與設備之間的界麵,接收來 自操作人員的操作指令並顯示設備的運行狀態; PLC程序自動循環掃描各輸入輸出點的當前狀 態,並根據程序(梯形圖)確定的邏輯關係更新輸 出點的狀態,通過電磁閥和接觸器來控製氣缸和 電機的動作,從而完成整個包裝生產過程的自動 控製。
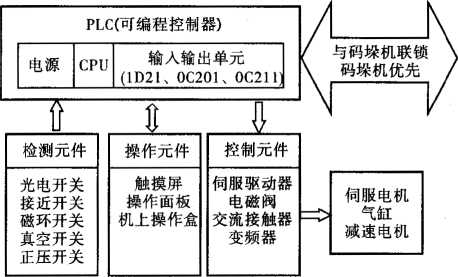
圖I包裝線控製係統組成框圖
伺服電機將取袋開袋夾送裝置退到豎直空袋 處,抱夾氣缸動作,雙側吸盤合攏將空袋夾緊;由 伺服電機帶動取袋開袋夾送裝置將空袋送到料門 中心,夾帶氣缸動作,機械手立即夾緊袋口的兩個 外角後,縮袋氣缸動作,兩機械手裝置向內縮口, 同時抱夾氣缸動作,兩側取袋吸盤分別吸住袋口向外拉,利用吸盤將空袋口打開,電子秤接收到允 許投料信號後,翻門打開投料,投料完畢後,取袋 吸盤內真空立即撤出,並由伺服電機動作將取袋 開袋夾送裝置拉回到下一空袋的取袋處,準備進 行下一個取袋程序。
2包裝機故障原因分析
包裝機的動作分為供袋、取袋送袋、開袋裝袋和下料四大部分,每一個部分又分為多個分動作。 其中,包裝機最常見的故障是頻繁吹袋、偏袋和撒料。
2.1吹袋故障原因分析
吹袋故障是包裝機常見的故障之一。在包裝 機正常包裝過程中,空袋被輸送到下料位置時,夾 袋電磁閥得電,夾袋器動作,空袋被夾住,隨後抱 夾打開,開袋吸盤在縮袋動作的配合下將空袋袋 口吸開,完成下料動作。當出現吹袋故障時,一種 情況是,每個空袋走到下料位置時,在夾袋器沒有 任何動作的情況下,抱夾便打開了,同時空袋掉落 至托袋盤上,然後吹袋電磁閥得電,將掉落的空袋 從托袋盤上吹掉,保證下一袋動作不受影響;另一 種情況是,當空袋走到下料位置,夾袋器動作了一 下,但是很快又打開了,然後抱夾打開,重複第1 種情況的動作。
在吹袋現象發生時,主要檢査吹袋動作是否 屬於正常吹袋保護。首先排除機械和電氣部分的 故障,如果機械電氣故障排除,則繼續運行包裝 機,觀察吹袋時夾袋器是否閉合,如果沒有閉合便 吹袋,故障原因就可以鎖定在開袋真空方麵;如果 吹袋是在夾袋有動作的情況下發生的,那麽故障 原因就可以確定是夾袋壓力故障造成的。
2.1.1開袋真空檢測開關和夾袋壓力檢測開關故障
如果存在吹袋故障,儀表專業首先檢査開袋 真空檢測開關和夾袋壓力檢測開關接點信號是否 能夠正常送出。在包裝機人機界麵上,進入到測 試界麵後,會有兩個按鈕,分別是夾袋壓力測試和 開袋真空測試按鈕,在包裝機動力源未被切斷的 情況下,分別測試開袋真空和夾袋壓力,檢查兩個 接點是否都能夠送出至PLC,從PLC指示燈上進 行判斷,也可以分別從檢測開關指示燈上進行判 斷。
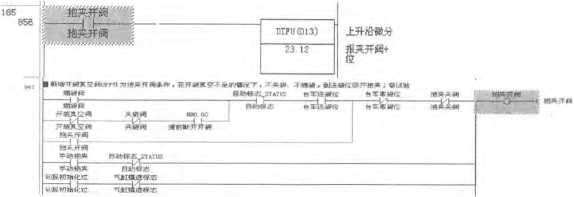
2所示的開袋真空不足判斷邏輯中,在吹 袋的第1種情況發生時,開袋真空不足主要是通 過開袋真空開關進行檢測,但是前提是“抓袋允 許位標誌”、“提前斷開開袋真空閥”兩個條件要 同時滿足,或者“抱夾開閥”條件滿足,如圖3所 示。其中“抓袋允許位”由伺服控製器和台車送 袋位置共同決定,接點H80.00 “提前斷開開袋真 空閥”由下料秤工作狀態決定。由圖4所示的抱夾開閥判斷邏輯可以看出,縮袋閥和台車送袋位 要同時得電,才能保證抱夾開閥得電,說明在未發 生吹袋時,正常縮袋和台車到位保證抱夾閥打開, 也就是正常的開袋動作。當台車回到取袋位時, 抱夾還處於打開狀態,台車取袋位到位後抱夾開 閥失電,同時抱夾關條件滿足後抱夾關閉,這時吸 盤將空袋夾住,伺服電機帶動台車移動至台車送 袋位置。台車送袋到位並且抱夾關閥失電後,如 果開袋真空不足,開袋真空閥會失電,這時會造成 抱夾開閥得電,抱夾打開,但是夾袋和縮袋不動 作,空袋自然掉落,完成吹袋保護動作。
 |
|
 圖4
圖4如果出現頻繁吹袋情況,則要通過程序判斷 是什麽原因造成的,如果真空檢測部分硬件和信 號正常,則從以上分析的角度,采用排除法一層一 層分析可能造成的原因。
如果檢測開關故障,則需及時進行更換;如果 測試時達不到設定值,要檢查檢測開關設定值是 否過高。
2.1.2正壓管線和負壓管線泄漏
如果檢測開關工作正常,但是卻送不出接點 信號,則需要進一步檢查連接管是否有泄漏。對 於正壓管線可以滴少許肥皂水查找漏點;對於負 壓管可以從真空隔離罐將管線斷開,從斷開處通 入壓縮空氣,試漏方法和正壓檢測管相同。
2.1.3兩側吸盤機械位置過大
兩側吸盤機械位置過大,造成袋子不能完全 吸住、吸盤破損都會造成開袋真空不滿足。 2.1.4真空電磁閥與夾袋電磁閥故障
如果真空測試管線上的真空電磁閥發生故 障,也可能造成真空檢測失敗,從而發生吹袋情 況。檢査真空電磁閥在得電時閥芯的動作情況, 閥芯是否有清脆的切換聲,閥體在得電時是否有 明顯的漏風情況。如果閥芯切換過慢或者聲音異 常,應對閥芯進行拆除清洗並潤滑,同時對真空電 磁閥上安裝的過濾器進行清潔吹掃,因為過濾器 不通暢也會造成真空電磁閥切換緩慢。同理,如 果夾袋壓力測試管線上的電磁閥故障,也會造成 夾袋壓力達不到要求,對電磁閥進行拆除清潔潤 滑,並對消音器進行清潔。
在儀表方麵,借助PLC判斷故障也是常用方 法。在確定PLC卡件工作正常的情況下,利用上 位軟件對程序進行監控,可以對延時、動作順序及 信號不可靠等方麵造成的故障進行快速判斷。 2.2偏袋故障的原因分析
偏袋故障是指在包裝機正常工作時,一個空袋 從送袋盤上被送至下料口這個過程中發生的空袋跑 偏現象。空袋在一個過程到另一個過程的傳遞中由 於各種原因袋子本身發生偏離,進而發生重複性的 卷帶、無法取袋、吹袋及撒料等情況,造成包裝機不 能正常工作的這類故障統稱為偏袋故障。
2.2.1取袋真空電磁閥和夾袋電磁閥故障
在空袋被送至斜坡通過整形之後,取袋器會 將空袋吸起來,等待抱夾吸盤將空袋吸走。這時, 取袋器吸盤內的真空一直存在,即取袋真空電磁 閥處於得電狀態。當抱夾閉合,抱夾吸盤將空袋 吸住之後,取袋的真空必須撤除,為此,在取袋器 上連接另一路氣信號,起到正壓反吹的作用,同時 保證吸盤在負壓過程中不會吸入粉塵等雜質,造 成管路堵塞。當抱夾吸盤吸住空袋之後,取袋真 空如果沒有及時撤除,即取袋吸盤還吸著空袋,那 麽在送袋器的移動下勢必會造成扯袋情況出現。 要及時檢査真空電磁閥的工作情況和反吹電磁閥 管路的暢通情況,可以通過對下位程序的監控來 判斷送袋器信號和取袋器真空電磁閥信號得失電 的順序。
在托袋完畢且袋口恢複與抱夾閉合動作結束 時,有時會出現夾袋器還未張開的情況下送袋器便 開始動作了,這很容易造成扯袋,也會使一整袋料偏 離抱夾,影響包裝機正常工作,這時要檢査某個信號 是否未到,造成夾袋打開過慢,或者某個信號造成送 袋器提前動作,也可能是由於電磁閥排氣不暢造成 夾袋恢複慢。可以在實際檢查中進行判斷。 2.2.2輻輪上的彈簧預緊力發生改變
在空袋至斜坡這個過程中,有時會發生偏袋 情況,比如空袋被取袋吸盤和送袋吸盤吸到位後, 空袋本應該在輻輪的作用下被送進斜坡送袋部 位,但是由於輻輪上的彈簧預緊力的改變,使左右 兩個跟輪的轉速產生差別,很容易使空袋發生跑 偏,空袋跑偏時有時可以通過斜坡左右的擋板來 糾正位置,嚴重時空袋會直接堆在根輪處而不能 順利進入斜坡。這時要對所有輻輪的彈簧預緊力 進行調整,保證袋子通過輻輪時不會發生偏袋和 偏移。
2.2.3取袋器吸盤破損或兩側吸盤不在同一水 平麵
取袋器吸住空袋與送袋器吸盤進行交接的過 程中,有時會發生因為空袋偏移而造成偏袋,主要 是由於兩個吸盤不在一個水平麵上或者其中一個 吸盤破損造成真空泄漏所致。這時要對吸盤位置 及時進行調整。取袋器吸盤如果距離過大也會造 成袋子偏離情況發生。
2.2.4伺服電機速度發生變化
伺服電機帶著送袋器進行往複運動的過程 中,由於電機本身或者變頻器的原因,在原本設定 好的速度上會發生改變,這可能造成空袋在取袋 器吸盤真空還未撤除的情況下便開始運行,或者 在夾袋器還未完全恢複位置時便運行,很容易造 成扯袋情況出現,也可能出現吸盤裝上夾袋器的 情況。需經常檢査伺服電機和變頻器,如果偏差 過大要及時進行調整。
2.3撒料故障的原因分析
包裝機出現撒料情況是很常見的現象,造成 撒料的原因很多,正常包裝不撒料要滿足兩點:
- 空袋運行到位,空袋依靠包裝機內的3個 吸盤固定,吸盤內部被抽真空,保證空袋不會滑 落,同時保證其位置高低適中,左右對稱。兩個夾 袋夾子同時動作,將包裝袋再次固定。縮袋氣缸 與開袋氣缸同時動作,使袋口打開到合適位置。
- 當袋口打開到一半位置時,即抱夾半開位 信號到位時,二次料門得到命令後打開,將稱重完 成的粒料送入袋中,等下料完畢後縮袋回位,同時 真空撤出,袋口自然閉合。
滿足以上兩點,就可以保證包裝機不撒料。
從包裝機取袋、送袋到裝滿成品的料袋被送 出包裝機進行折邊縫口這一階段內,每一個動作 都需要進行檢測,即每一個到位條件滿足才能使 下一步動作成功執行。包裝機撒料情況的出現大 多是包裝機條件判斷失誤所致。
2.3.1夾袋壓力的設定不滿足
當兩側夾袋氣缸同時動作後,兩個架子合攏,這 時夾袋氣缸位置檢測到位,夾袋器上所接氣路控製 電磁閥打開,壓縮空氣進入兩個夾子,如果夾子齧合 較好,則該部位形成一個盲室,氣壓不會泄漏,這時 通過接在該管線上的壓力開關檢測該氣壓的大小。 一般情況下,該壓力開關設定值在360kPa以上,壓 力條件滿足後,該壓力開關接點翻轉,說明夾袋位置 到位,可以進行下一步的開袋動作。
壓力開關的設定值相當於為下料動作設定了 一個門檻值。當壓力開關設定值過高,夾袋位置 正常時,壓力達不到設定值,不會使信號翻轉,會 一直吹袋。當夾袋壓力設定過低時,隻要夾子動 作,壓力便很容易達到設定值,後續動作就會進 行,如果架子不到位,一旦下料動作被允許會造 成撒料情況發生。
2.3.2單夾“H”值的設定不滿足
當夾袋壓力設定在正確範圍時,還需要進行 一個“H”值的設置,“H”值的設定是保護隻有單 夾情況發生時,不允許下料。因為當有一側袋子 鬆脫,而另一側夾子位置正常時,夾袋壓力會比正 常值略低,但是單夾情況下的實際壓力很有可能 會比設定值高,這就造成單夾時會出現撒料。同 時夾袋器架子鬆動,在下料過程中料袋由於重力 作用而滑落,也會造成撒料情況發生。
2.3.3開袋真空條件不滿足
在開袋過程中,開袋真空的作用時間和吸盤 位置至關重要,一旦發生開袋真空不足,就會造成 空袋開口不到位,造成撒料情況發生。
2.3.4開袋與縮袋動作不協調
開袋與縮袋動作不協調的主要原因不是兩個 氣缸電磁閥得電時間不一致。從程序中可以看 出,兩個動作在每個周期中均同時執行,即開袋與 縮袋電磁閥得電時間與時長均一致。
兩者動作不一致的原因是氣缸調速不同。通 過氣缸上所帶的兩個調速接頭對氣缸往複動作的 速度進行調節,由於氣缸長度和作用方向不同,可 根據實際情況進行調節,最終使開袋與縮袋動作 基本同步。若開袋速度大於縮袋速度,袋子受吸 盤真空拉偏後容易使吸盤與袋麵脫離,使袋口不 能完全打開;若開袋速度小於縮袋速度,縮袋到位 後會使袋口搖晃;當開袋到位,真空撤除後,袋口 搖晃不能固定,料門不能完全伸入袋口。
2.3.5真空撤除過早
開袋過程中,如果真空撤除過早,即使開袋與 縮袋動作協調,吸盤卻不能將袋口打開,這就要注 意真空撤除的條件與延時了。
2.3.6吸盤破損或位置發生偏移*
取袋器吸盤密封不嚴,造成取袋時位置偏移、 開袋架子晃動,致使左右開袋動作不對稱、吸盤破 損,或者兩側吸盤位置異常,使真空度不能達到要 求,造成空袋口不能打開到位,出現撒料情況。 2.3.7伺服電機動作存在誤差
在儀表位置檢測探頭能夠檢測到位置時,若伺 服電機動作還是存在少許誤差,即每一次取袋和送 袋位置都不在同一個位置,造成空袋忽左忽右,開袋 時造成袋子打開不對稱,袋口不能完全打開,或者二 次料門不能完全伸入袋口,也會造成撒料。 2.3.8料門的打開動作不協調
開袋過程也是抱夾打開的過程,檢測抱夾位置 的光電開關有兩個,一個是抱夾半開位置,另一個為 抱夾全開位置。當抱夾半開位置光電到位時,下料 要求滿足,料門才打開。這時開袋過程隻進行到一 半,此時料門打開剛好全部伸入袋口。如果料門打 開的過早會伸出袋口,料門打開的過程也是下料的 過程,若料門超出袋口勢必會造成撒料。如果料門 打開過慢則影響下料時間,在設定的時間內如果一 袋料沒有下完,則料門會自動關閉,未下完的料會隨 後一次稱重完成的料進入下一袋,造成兩袋或者每 一袋料的淨含量都不標準。
3日常維護措施
由於夾袋壓力與開袋真空現場都為壓力開 關,在設備運行過程中無法看到實測壓力值的大 小,無法對設備進行預知性的維修和保養。因此, 建議將壓力開關更改為壓力變送器,這樣在巡檢 中可以通過對實測壓力值大小的觀察來判斷故障 原因所在,例如當每天的巡檢中發現壓力在逐漸 變化,可以判斷是否是開袋架子晃動、吸盤破損、 伺服電機存在誤差、開袋吸盤密封不嚴等所造成 的。
從空袋被送至斜坡這個過程中,有時會發生 偏袋狀況,導致後續動作裏吹袋和撒料的出現,這 主要是因為左右兩個槌輪的轉速產生差別。通過 在程輪上安裝測速探頭,並在程序中觀察兩個轉 速的大小來判斷哪一側輻輪的彈簧預緊力發生了 改變,還是斜坡左右擋板位置發生了偏移。
儀表專業人員要在每天巡檢過程中檢査現場 硬件的工作狀況,包括各類光電信號固定有無鬆 動,電磁閥動作是否可靠,各個氣缸有無內漏,關 鍵是開袋真空和夾袋壓力是否滿足,開袋與縮袋 的動作是否協調,下料時間與開袋真空時間是否 滿足,送袋器信號與取袋器真空電磁閥的得失電 順序。如果存在以上情況,要及時進行維修。同 時,機修專業要經常對設備的磨損情況進行判斷, 對部分易耗配件製定定期更換計劃。電氣專業要 經常對電機進行檢査,保證它不會經常工作在過 載狀態下;同時,要對過載保護器、接觸器進行檢 査,避免缺相、虛接及接地等情況的出現。
4結束語
包裝機出現故障時不能單從一個專業的角度 去分析解決。在日常維護中,一旦發生故障,需要 機電儀專業綜合分析,才能準確判斷出故障原因 所在。筆者對包裝線故障率較高的包裝機部分進 行了綜合分析判斷,對今後包裝機的日常維護具 有借鑒意義。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器