谘詢電話
ENGLISH0755-88840386包裝機透明紙刹車裝置的改進
發布時間:2020-06-09 10:28:25 |來源:網絡轉載
包裝機是由意大利公司在八十年代設計製造的中高速香煙包裝機組。目前我廠的產品包裝主要由包裝機和包裝機完成。包裝機主要負責硬盒產品的包裝、包裝機主要負責軟盒產品的包裝。包裝機和包裝機在輔機設計理念和設計方案基本相同,區別在於產品外觀尺寸相關的設備調整尺寸。在實際使用中,包裝機具有運行穩定、有效作業率高、消耗低、維修方便等優點。在實際的生產過程中,發現由於某些部件設計的局限性,導致包裝後的小盒存在質量缺陷以及故障停機問題,維修人員經常頻繁調試設備,加大了維修人員的工作難度和強度。
存在問題
實際運行中,透明紙牽引力與透明紙紙圈架製動裝置對紙圈的製動摩擦力在工作過程中不能處於動態平衡狀態,製動片與製動鼓之間的摩擦力不能滿足生產的需要,造成透明紙在釋放速度快,致使透明紙輸送速度不穩定和透明紙左右打擺,容易造成產品破包、拉線錯牙、小盒玻璃紙歪斜等質量缺陷和造成透明紙在輸送通道上堵塞等故障。透明紙供給原理及透明紙紙圈架的結構與工作原理
1 透明紙供給原理
如圖一所示,從紙圈 1 或 2 釋放下來的透明紙,均需經一係列輥輪的導向,然後沿著導向輥 3 被垂直牽引向下, 牽引透明紙所謂動力來源於 一對送紙輥 4。在輸送過程中,切紙刀 5 將透明紙裁切成一定長度,被裁切的透明紙與未裁切的透明紙為便於輸送暫時保持四點相連,透明紙繼續向下輸送到軟盒煙包地進入位置(即包裝成型輪的包裝槽前麵),由加速輪 6 來完成透明紙四點分離。
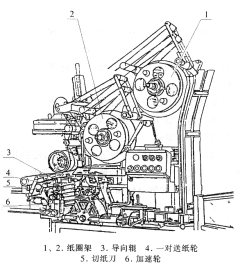
1、2.紙圈 3.導向輥 4.一對送紙輪
5.切紙刀 6.加速輥圖一 透明紙供給
透明紙在紙圈上的釋放的快慢與製動片與製動鼓之間的摩擦力大小決定,當製動片與製動鼓之間的摩擦力大,則透明紙釋放慢,反之,則透明紙釋放快。 2 . 2 透明紙紙圈架的結構與工作原理
紙圈架上裝有兩個相同結構的紙圈,且帶有透明紙消耗控製裝置。透明紙紙圈架主要有滾輪架、紙圈、製動鼓、拚接裝置、彈簧板微動開關、製動擺杆、壓紙擺杆等組成。
如圖二所示,紙圈架 1 裝在機身上端麵,在紙圈架上裝有二個結構相同的紙圈 2、8 。當透明紙
在一對送紙
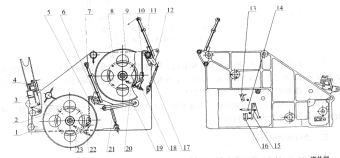
紙圈架 2、8.紙圈 3、9.製動鼓 4.拚接裝置 5、10.彈簧板 6、12、15.擺杆 7、11.滾輪架
13、16.微動開關 14、17、20、21、23.彈簧 18、22.製動擺杆 19.壓紙擺杆
圖二 紙卷安裝
輥對拉力牽引下,使滾輪架 7、11 上端的滾輪受到向左下方的拉力,由於滾輪架固定在擺杆 6、12 上,使滾輪架克服擺杆下端的彈簧 17、21 拉力和彈簧 20、23 通過製動擺杆 18、22 彈簧板 5、10 作用於擺杆上端的推力,使滾輪繞著軸作逆時針轉動,這時製動擺杆下端製動片與紙圈上的製動鼓 3、9 放鬆,對製動鼓 3、9 摩擦力減少,紙圈作順時針轉動,透明紙從紙圈上自動鬆解釋放下來,如果透明紙從紙圈鬆解過快,呈鬆弛狀態,其對滾輪架上端的拉力減小,在擺杆下端的彈簧和製動擺杆下端彈簧拉力的作用下,使滾輪架繞軸作順時針轉動,同時,製動擺杆在彈簧力的作用下也順時針方向擺動,製動擺杆下端製動片與製動鼓壓緊,摩擦力增加,從而防止了紙圈在運動中的慣性使透明紙鬆解釋放過快,因此, 透明紙牽引力與製動裝置對紙圈的製動摩擦力在工作過程中總處於動態平衡狀態。
2 . 2 . 1 製動擺杆的調整
如圖三所示,製動擺杆的調整:用螺釘來調整, 使製動擺杆下端的製動片完全地附在製動鼓上,另外調整偏心軸,在滾輪架處於沒有拉力的狀態時,是擺杆上的滾輪與彈簧板相距3mm。
原因分析
透明紙牽引力與製動裝置對紙圈的製動摩擦力不能處於動態平衡狀態的原因分析。
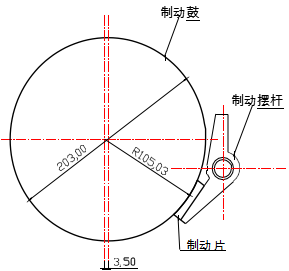
如圖四所示,製動擺杆上裝有製動片, 製動片為表麵為弧形,材質為石棉加 鋼絲,它的作用是與製動擺杆配合與 製動鼓相接觸,產生摩擦力,為紙圈 提供製動。製動片的外形尺寸為寬15mm、長 42mm、厚 7mm,弧形半徑為 105mm。而製動鼓的直徑為 203mm,
彈簧板 2.滾輪 3.螺釘
製動擺杆 5.製動鼓圖三 製動擺杆的調整

圖四 製動擺杆
通過圖五,我們可看出製動鼓圓心與製動片的弧形圓心不在同一點, 兩個圓心相距 3.5mm,造成製動片在 42mm 全長上不能同製動鼓完全接觸,接近製動片中間處與製動鼓接觸。當製動擺杆在透明紙牽引力的作用下,逆時針旋轉,製動片也繞製動擺杆的中心逆時針旋轉,製動片的工作麵則逐漸變小。
為保證紙圈架平穩供應透明紙,透明紙的牽引力與製動片對製動鼓的摩擦力動態平衡,牽引力相對紙圈
圖五 製動片與製動鼓工作效果圖
的力矩與摩擦力相對製動鼓的力矩相等,力矩動態平衡,即 F 牽·L 牽=F 摩·L摩(F 牽=透明紙牽引力、L 牽=透明紙的半徑、F 摩=製動片與製動鼓的摩擦力、L 摩=製動鼓半徑)對製動片進行受力分析和力矩分析:
在理想狀態下,將製動片分成若幹個點,對點進行受力分析,則製動片所受的摩擦力為各個點所受摩擦力的合力。在製動片上任意取一點 A,進行受力分析,由於製動擺杆在透明紙牽引力的作用下,通過製動片對製動鼓有一個壓力,並且 由於製動鼓為直徑為 203mm 的圓形,壓力 F 的方向必定指向製動鼓的圓心,並且壓力 F 的大小是透明紙牽引力與製動擺杆上拉伸彈簧的彈簧拉力的合力。由於壓力的存在,致使製動片上的 A點受到摩擦力發 F’,摩擦力的方向為 A 點與製動
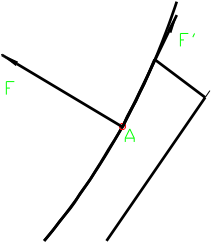
圖六 受力分析圖
鼓交點處的切線方向。根據摩擦力的公式 F’=uN,其中u為摩擦係數、N 為受力點所受的正壓力。則由於壓力 F 的受力方向指向製動鼓的圓心,即 F=N,則 A點所受的摩擦力為 F’A=uF,F’= 42 FA' ,通過公式可以直觀的發現製動鼓所受到的摩擦力為作用在製動片工作長度的各個點摩擦力的微積分。通過圖五,製動擺該在透明紙拉力和拉伸彈簧的彈簧拉力的共同作用下圍繞製動擺杆的中心作圓周運動,造成製動片的有效工作長度減小,如在透明紙拉力和拉伸彈簧的彈簧拉力的合力不變的情況下,由於製動片與製動鼓的工作長度減小,致使摩擦力減小,造成透明紙釋放速度快,致使透明紙輸送速度不穩定和透明紙左右打擺,容易造成產品破包、拉線錯牙、小盒玻璃紙歪斜等質量缺陷和造成透明紙在輸送通道上堵塞等故障。並且由於製動片的有效工作長度小,造成製動片局部磨損嚴重, 為了保證透明紙釋放的速度,維修人員經常更換製動片或在製動片與製動鼓之間增加摩擦係數大的耐磨物質便向增加摩擦製動片對製動鼓的摩擦力。
- 改進的思路
根據 F’= 0FA' 的微積分公式,製動鼓所受到的摩擦力為作用在製動片工作長度的各個點摩擦力的微積分。那增加製動片的有效的工作長度,是解決問題的突破點。將製動片無限延長,變成包角等於 180°的製動帶,並且一端與滾輪架相連,一端與在紙圈架上的定位塊相連, 並且通過彈簧調整製動力。
5.結束語
通過包裝機透明紙刹車裝置的改進,拓寬了我們分析問題的思路, 為以後在工作中遇到類似問題提供了經驗。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機鍍膜煙包適應性改造
- 下一篇:硬盒包裝機模盒間距改造研究
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器